


Micro Cluster Patent Technologies
MLL-1 micro laser line perforation real alternative for galvanometer scanner, cluster micro technology for hole pattern, perforation design, waves, zigzag or packages lines, cryptograms, company logos, holograms, anti counterfeiting, security paper, safety, bank note, metal sticker, printing, laminating, coating, credit cards, transparent films, holographic paper, cigarette, tipping, filter, aluminum foils, shrinkable films, tear tapes, labels, cardboards, bar or matrix codes, marking, scribing, jewelry, automotive, pharmacy, golf, smoking, chemical or medical product, electronics part, indicators, porosity contours or profiles, embossing, bioengineering, membrane, filtration, focus, holographic, hinge-lid, pack, hole, porous, hole, line, micron. Patent pending for process, device, product property DE102004012081.
LPM-1 micro laser perforation at wide web, large area, surface or whole material cluster treatment, cutting, welding, drilling, ablation, cleaning, melding, high power dual rotation laser beam splitter, twin multiplexer level, 4/6KW optical input, flexible hollow fibers, 200 output channels, Co2, Yag, Excimer, UV, emission. Material treatment and robotic handling for stainless steel, ceramic, aluminum, wafer, gold, glass, silver, brass, copper, titanium, diamonds, jewelry, silicon, solar, panel, photovoltaic, micromachining, slitting, rewinding, refining machines or stand along systems. Patent grand for process and device DE102004001327.
Nano Micro perforation or other material including surface treatment, electrostatic nano micro cluster perforation for cigarette, tipping, filter, packaging, plug wrap, Kraft, cement sack, bag, fine and other paper, silicon or other coatings, certain plastic films, laminates, porosity from 80 up to 2500 Coresta Units, from 20 down to 6 Gurley, hole sizes from 50 nm up to 100 microns, hole densities from 80-260 h/cm2, zone widths from 2.0-6.0 mm, up to 16,000,000 holes per Second, web speeds up to 500 m/min, web widths up to 2000 mm. Patent grand DE10328937.
Twin AC/AC, AC/DC frequency shift converter high power, high frequency, high voltage, ultra short mega peak current, electro static nano or micro cluster perforation, ignition, sparking, arc, cigarette, tipping, filter, fine, packaging, paper, plug-wrap, sack, bag, Kraft, food, plastic film, foil, textile, fabrics or other products, switching converter, compressor, emergency, train, ship or vessel power supply, generator, fuel cell, upward, downward, frequency shift switching unit, gas, slab, laser, diode, stack, fiber, beam, material, hybrid, plug-in, car, battery, lithium, Ion, renewable, energy, wind, solar, panel, technology, recycling, medical equipment, membrane filtration, robotic, photovoltaic, industrial automation, drives, IGBT, MOSFET, tube, rf, hv. Patent grand for process and device DE10328937.
Optical online OPSS-1 porovision scanning control system permeability cluster control for electrostatic or laser micro perforation machines, multiple color sensor head, spectral intensity, DSP, FPGA, CCD, line, precise, laser, position, material finger print detection, VIS wave length, opacity, defects, inspection, image control, scanner systems, process software, line, camera, vision control, filter, tipping, cigarette, book, packaging, magazine, bible, wall, Kraft, paper, carton, coffee, tea, food, co-extrusion foils, films, agriculture, cement, domestic or other moving fabrics or web material. Patent pending for process and device DE10251610. China patent grand 200310104764.
In-situ dyne or surface tension control ODSTM-1 at fast moving substrates, plastic, films, foils, tear tape, laminate, co-extrusion, BOPP, LLDPE, PE, PP, PVC, MOV, MOH, FEP, PET, OPP, PTFE, MPET, online, spectral, extinction, monolithic, sensor, analyzing, measurement, wave length, Raman, stray, beaming, water drop, angle, inspection, corona, plasma jet, laser, IR, NIR, scanning, wobbling, stray light, spectrometer, etc. Previous patent application DE19542289.
Patent references http://www.wikipatents.com/gb/2149092.html http://www.wikipatents.com/de/3332886.html http://www.wikipatents.com/de/2918283.html http://www.freepatentsonline.com/EP0460369.html http://www.freepatentsonline.com/7224447.html http://v3.espacenet.com/publicationDetails/biblio?CC=EP&NR=0460369&KC=&FT=E http://www.inpama.com/index.php?content=invention&id=18 http://www.inpama.com/index.php?content=invention&id=19 http://www.inpama.com/index.php?content=invention&id=20 http://www.inpama.com/index.php?content=invention&id=21 http://www.inpama.com/index.php?content=invention&id=22 http://www.inpama.com/index.php?content=invention&id=23 http://www.inpama.com/index.php?content=invention&id=24 https://www.patent-net.de/index.php?content=projekt&id=163 https://www.patent-net.de/index.php?content=projekt&id=213 https://www.patent-net.de/index.php?content=projekt&id=155 https://www.patent-net.de/index.php?content=projekt&id=156 https://www.patent-net.de/index.php?content=projekt&id=214 https://www.patent-net.de/index.php?content=projekt&id=157 https://www.patent-net.de/index.php?content=projekt&id=158 https://www.patent-net.de/index.php?content=projekt&id=287EU technology links
PowerSourcing Links
Kontrolle von Nano oder Mikro Permeabilitätscluster
Permeable, naturporöse, Gas- oder Wasserdampfdurchlässige, Nano oder Mikroperforierte Warenbahnen, Verpackungsstoffe oder andere bewegte Materialien bewegen mit Transportgeschwindigkeiten bis zu 10.000 mm/Sekunde bei Breiten bis zu 5000 mm, so dass sich pneumatische, Über-, Unterdruck- oder Jetstreamsysteme oder andere Materialberührende Prozessmessungen als online Kontrolle exorbitant schwierig gestalten. Des Weiteren haften den Materialberührenden Messmethoden mögliche Nachteile hinsichtlich Bahnzugserhöhung, Materialabriebs, Faltenbildung, Undichtigkeit im Sensorkopfbereich, starken Verschmutzungen, Nichtlinearitäten und anderen Schwierigkeiten an.
Sensorsystem
Optische online Sensormessverfahren bieten vorteilhafte Möglichkeiten zur spektralen Transmissions- oder Extinktionsmessung für die Bestimmung der pneumatisch statischen Gas- oder Wasserdampfdurchlässigkeit dieser bewegten Materialien, wenn wesentliche Grundkriterien wie z.B. optische Transparenz, Opazität, Spektralverhalten im Bereich von 350 900 nm, Porengrößen von 50 nm bis 100 µm, Porencluster bis 500/cm2, Materialdichte, Konsistenz, Glätte, Glanz, usw. erfüllbar sind. Dabei ist das Anforderungsspektrum aufgrund der eingangs genannten Produktkonditionen und online Produktionskontrolle, kleinen geometrischen Porenabmessungen, Gasdurchgängen, relativ hohen Transportgeschwindigkeiten und wichtiger Messwert Reproduktion mit der optischen Porositätsmessung gut zu lösen.
IPM hat verschiedene optische Messverfahren und Sensorsysteme in stationärer oder Traversausführung als OPSS-1 und OPRL-1 entwickelt, im Markt eingeführt und mit der DE10251610 sowie auch in China 200310104764, DE19542289 zur Patentanmeldung gebracht, mit denen online Produktionskontrollen und Produktzertifizierungen nach ISO 9001, 9002 und dem Statistical Quality Control (SQC) im Reproduzierbarkeitsgrad und Genauigkeiten unter 2% praktiziert sind.
Transmissionsmodus
Damit sind Gas- oder Luftdurchlässigkeitsmessbereiche von 80 C.U. bis 5000 C.U. ( Coresta ml/2cm2/min ) oder 100 2 Guley in Kombination von hybrid Multifarb- und Intensitätssensoren, Permeabilitätsprofilerfassungen mit Auflösungen kleiner 0.1 mm mittels integriertem Präzision Linienlaser, CCD Zeile, intelligente DSP und FPGA Multicontroller Sensorelektronik, Firmware, RS 232, RS 485 high speed Links oder CAN, Profibus, Ethernet Busanbindungen bei scanning speeds von 20 bis zum 1000 mm/Sek. ober- und unterhalb des relativ dazu bewegten Materiales im Transmissionsmodus realisiert.
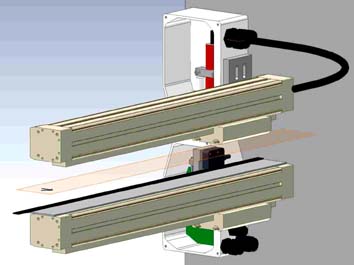
Der angekoppelte Industrie PC und deren Prozesssoftware kommuniziert mit dem OPSS-1 Sensorkopf, steuert gleichzeitig die Travers Achse und deren controller und übernimmt ebenfalls die Trendnachführung als feed-back close-loop Steuerung zur gravierenden Einengung der Produktmessgröße. Unterhalb der bewegten Materialbahn befindet sich auf gleicher X/Y-Achsenlinie die Beleuchtungszuführung, welche über eine spezielle Lichtfaser der chromatischen Lichtquelle zugeführt. Messspalte in Z-Richtung sind bisher im Bereich von 2 10 mm praktiziert, größere Abstände sind auf Anfrage und optische Vortestung der Materialkonditionen denkbar.
Permeabilitätsprofile
Des Weiteren bietet das OPSS-1 Sensorsystem auch die Möglichkeit, nicht nur lokale Permeabilitäten, Nanodurchlässe, Massenporen, Mikrokanäle oder Mikroperforationszonen, stationär kontinuierlich zu messen, sondern auch auf einer travers bewegten Einheit eine Vielzahl sequentiell nebeneinander angeordneten Messzonen, Bereiche, Permeabilitätscluster und Vollflächenbereiche bis Materialbreiten von 5000 mm automatisiert zu detektieren und Messwert gerecht auszugeben.
Andere Messgrößen wie z.B. die WDD nach ASTM oder ISO in g/cm2/h, Liquid, Jet Stream Penetration, Feuchtigkeitsverhalten, Partikelretension, Photonenstrom oder andere physikalische Eigenschaften sind nach entsprechenden optischen Voruntersuchungen möglich, sofern die Materialien eine bestimmte optische Transmission im gemessenen Wellenspektrum aufweisen und das Verhältnis zwischen Nutzsignal und Untergrundrauschen 18 28 dB oder besser beträgt.
Optische online Permeabilitäts- oder Porositätsmessung
Da die naturporösen oder zu perforierenden Bahnmaterialien sich mit Bahngeschwindigkeiten bis zu 600 m/min und in Bahnbreiten bis zu 2000 mm bewegen, gestaltet sich eine pneumatische, also bahn berührende Porositätsmessung, exorbitant schwierig. Hinzukommend sind diese Messmethoden mit Nachteilen der Bahnzugserhöhung, des Materialabriebs, Faltenbildung, Undichtigkeit im Messkopfbereich, starken Verschmutzungen, Nichtlinearitäten und Schwierigkeiten stets verbunden.
Daher bieten sich optische Messverfahren zur Transmissionsmessung als Funktion der pneumatisch, statischen Gasdurchlässigkeit für naturporöse oder Nano, Mikro bzw. Makro perforierte Bahnen an. Dabei sind die gestellten Anforderungen aufgrund der eingangs genannten Produktverarbeitung und online Kontrolle, extrem kleinen geometrischen Porenabmessungen, relativ hohen Bahngeschwindigkeiten und guter Messwertreproduktion mit der optischen Porositätsmesstechnik in idealer Weise zu lösen.
Hierzu hat IPM eine Reihe neuer, patenangemeldeter optischer Messverfahren und Systeme in stationärer oder traversierender Ausführung als OPSS-1 und OPRL-1, entwickelt, weltweit im Markt eingeführt und mit der DE10251610 sowie auch in China 200310104764 zur Patentanmeldung geführt.
Details http://www.microperforation.com/opss-1-optical-online-porosity.html
Porositätsmessbereiche von 80 C.U. bis 5000 C.U. mit Multispektral Sensoren, Perforationslochreihenerfassungen mit Auflösungen < 0.1 mm mit Präzisionslinienlaser, Scanning Speeds von 20 bis zum 300 mm/Sek., intelligente Multicontroller Elektronik im Sensorkopf, high speed RS-232 Link sowie Auswerteeinheiten sichern die qualitative, quantitative online Kontrolle nach ISO 9001/9002 an verschiedenen Produktionsmaschinen.
IPM International Perforation Management hat verschiedene laser- und elektrostatische Perforationsverfahren, insbesondere auch für neue Produkteigenschaften, entwickelt, deren Systeme und Produktionsmaschinen weltweit im Einsatz sind.
OPSS-1 optical online porovision control - download OPSS-1
Zukunftsperspektiven Die elektrostatische ESP Nano- oder Mikroperforation findet vorzugsweise ihre Anwendung in Bereichen der Veredelung von Feinpapieren, Verpackungsbahnen, Vliesstoffen, Non-Woven, Filter-, Sack- oder Kraft- sowie Spezialpapiere verschiedenster Art, insbesondere bei der zusätzlichen Behandlung von Bahnmaterialien zur Erzielung besonderer Eigenschaften, welche aus physikalischen oder prozesstechnischen Gründen NICHT mit anderen Verfahrenstechniken erreichbar sind.Die state-of-the-art, industrietaugliche und im Dreischichtbetrieb zuverlässig arbeitende ESP Perforationstechnik, deren Integrationsmöglichkeit in vorhandene Umroller- oder sonstige Bahnlaufanlagen sowie auch als völlig eigenständig arbeitende Perforationsmaschinen möglich sind, wird zukünftig neue Anwendungsbereiche erschließen und Produkte mit besonderen Eigenschaften entstehen lassen.
Optical online permeability or porosity control
Patent pending DE10251610 China patent grant 200310104764 - download
Sophisticated, multi functional, optical online sensor systems
IPM has developed a number of new, patent pending, stationary, scanning optical control processes, devices and systems for fast moving webs or fabrics to detect very precise and reproduce their specified product properties in online operation during production.
Introduction
OPSS-1 OPRL-1 vision control systems are equipped with multiple IR, NIR, VIS monolithic spectral color sensors, precision line lasers, CCD imagine devices, DSP, ATMEL and INFINEON sensor internal controllers, own firmware, high speed data link, at scanning speeds from 20500 mm per second, at web widths up to 5000 mm, measuring gaps from 2.0-5.0 mm, optical inline detection of permeability, porosity, spectral transmission, opacity, extinction, particle absorption, porosities ranges from 80 up to 5000 C.U. (Coresta), respective from 50 down to 3 Gurley, position control of micro perforation lines with 0.1 mm accuracy, nano micro pores from 50 nm up to 200 micron diameter by up to 300 pores per cm2. With real time data determining of certain parameters, optical transmission, spectral grades, porosity integrals, envelope curves, internal calculated measuring values.
Thus direct with close loops and feedbacks to the power electronics of fabrics treatment units. Micro perforation or other system makes it possible to compensate any changes in web treatment parameters and their partial locations so that each jumbo roll as well single, quad bobbin sets can be produced quantity and quality controlled without intermediate stops in order of ISO 9001/9002 certifications.
Thus sophisticate, precise, liable, repeat accuracy, easy visualized, optical online measurement techniques archives perfect ways to control and convert pneumatic, fluid, gas, jet streams, static permeability, naturally porous grades, filtration levels, breathable or ventilation effects, etc. at fast moving webs. Their conditions can be easily met by using optical transmission technology thanks to described processing in fully online stationary or scanning control units, extremely small pore dimensions, high fabric speeds up to 1000 m/min by high repetition rates. That completely independent from base material properties as consistency, coloring, density, formation, pin holes, smoothness, stretching, shrinking, brightness, opacity, optical spectral property, gauging thickness weight, moisture content and other known influences.
Applications
The electrostatic nano or micro perforation, including Co2 slab fiber yag excimer diode laser, other material going trough or surface treatment, as well for micromachining and nanotechnology, is usually used depending on quality at fine, rotogravure or offset printing, holographic or publishing paper, writing, magazine, newspaper, packaging, bonded fabrics, non-woven, filter, coffee, tea, bag, sack, craft, food, fresh fruit, force, reinforce, tipping, cigarette, plug wrap, fiber, facial tissues, toilet, decoration, wallpaper, gift, watermark, towels, bleached dyes shiny or clay, recycling, booklet, bible or other special paper, certain plastic films, foils, coating, laminating, extruding, Polyofine, Polysulfone, Elastomer, textile, Polymer or most of that varied types.
It is also used especially for additionally treating materials when aiming special characteristics by physical or regular process reasons cannot be achieved by other process technologies. Material base weights from 10 up 150 grams per m2 by thickness from 5 up to 100 micron are possible to use. Including defect inspection, process automation, moisture vapor transmission rate, abrasion resistance for lamination of waterproof and breathable fabrics.
Our state-of-the-art, industrially approved, sophisticated, compact, multi functional, optical online sensor scanning systems together or without electrostatic, laser perforation technology operates precise and reliable 24/7, are integrate able into existing rewinding, slitting, spooling, spreading, printing, labeling, complex production lines or other machines and other production processes as well. Also, they can be used as completely independent micro surface-all-over or zone perforation units. Fully new ranges of applications will be made available total new products with special features.
Specific information by website links and patent resources.




Patent download OPSS-1 http://www.microperforation.com/englishengineerreport.html
OPSS-1 optical
online porovision control
- download
OPSS-1
optische online
Porositätsmessung an laufenden Papierbahnen
publiziert im
Fachmagazin Sensor Report 1/1993
IPM NEWS http://www.microperforation.com/germannews.html
Patent
download OPSS-1
http://www.microperforation.com/englishengineerreport.html
1.0 Einleitung
Für
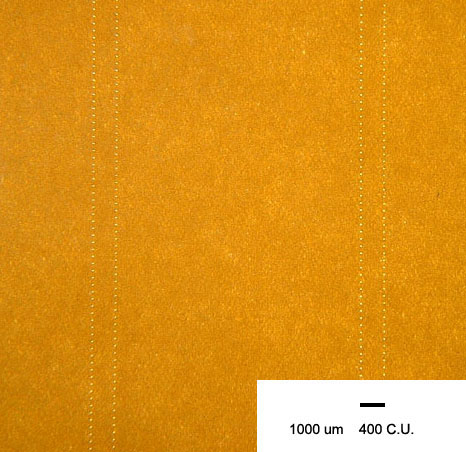
verschiedene Anwendungsbereiche werden bahnförmige Materialien wie Zigaretten-, Mundstückbelag-, Filterpapierpapiere, Vliesstoffe oder
auch Kunststoffe mittels elektro- statischer Funkenstrecken mikro- oder durch
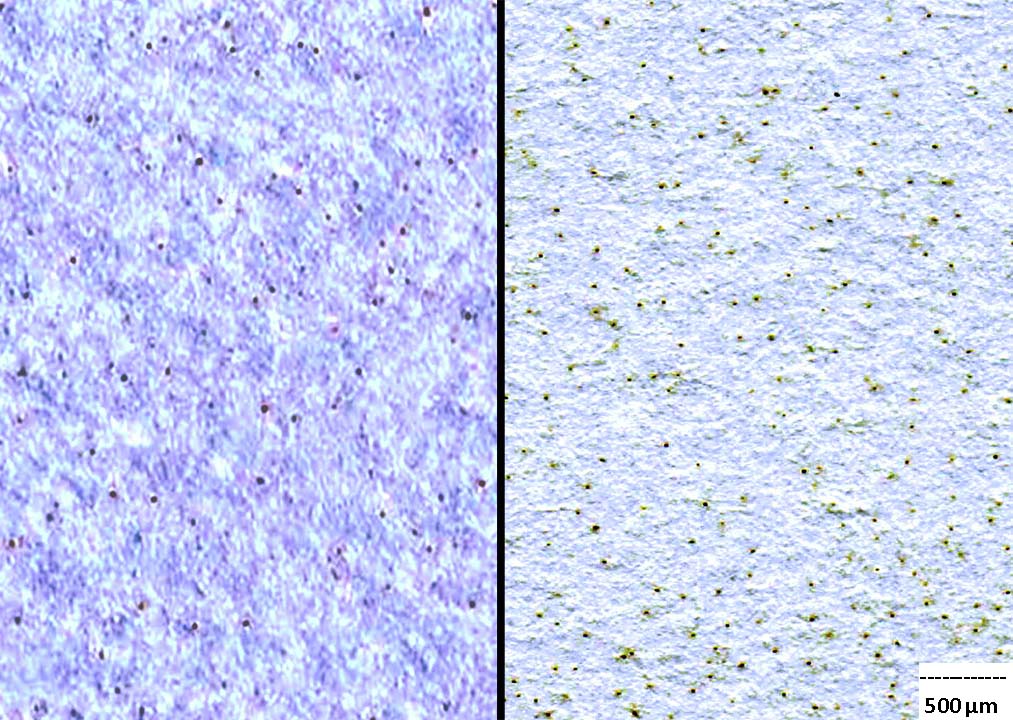
fokussierte Laserstrahlen makroperforiert. Die nach außen nicht
sichtbaren Perforationen können flächen- wie auch zonenförmig innerhalb der Bahn
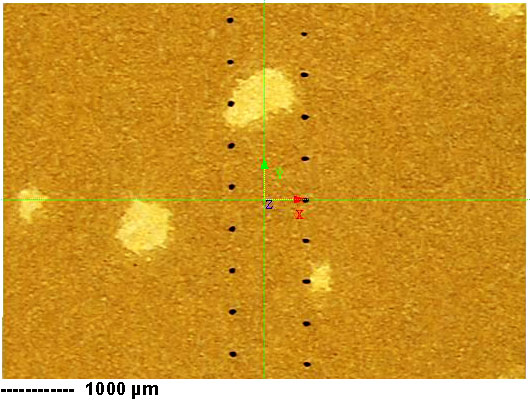
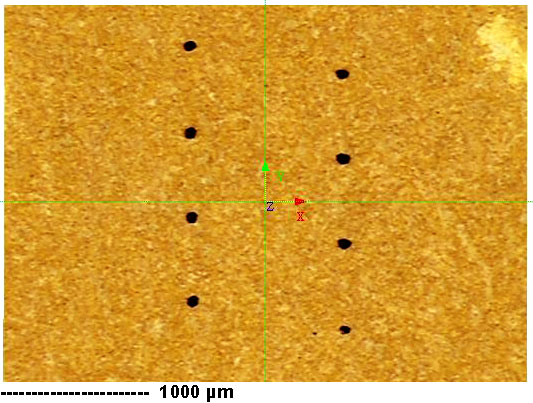
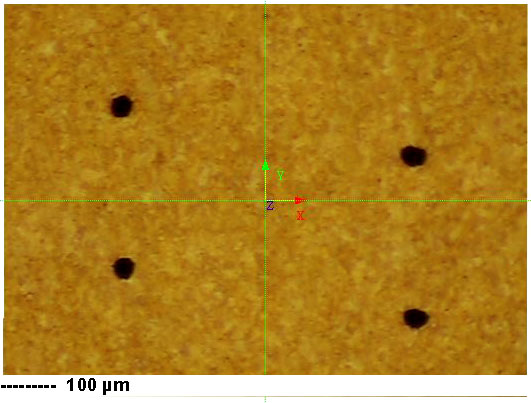
angeordnet sein, wobei die Lochgrößen 10 - 40 µm und respektive 50 - 80 µm für
Laserperforationen betragen . Flächenperforationen können Lochdichten bis zu 1
Mio./Poren pro m² generieren und Zonenanordnungen, deren Breite 2 - 8 mm
beträgt, in der Regel bis 300 Löcher/ mm² erreichen.
Da die zu perforierenden und dünnen Bahnmaterialien mit hohen Geschwindigkeiten bis zu 15 m/sek. an mehrspurigen Perforationsmaschinen laufen, sind die Anforderungen an die benötigten Porositätsmeßsysteme außerordentlich hoch . Das opto elektronische Porositätsmesssystem erfüllt die gestellten Messanforderungen in idealer Weise.
Darüber hinaus bietet diese Meßsystemtechnik auch die Möglichkeit, nicht nur eine perforierte Zone stationär und kontinuierlich zu messen, sondern auch als rechnergeführtes Traversiersystem bis zu 50 sequentiell nebeneinander angeordnete Perforationszonen einer bis zu 2000 mm breiten Bahn automatisiert zu detektieren und Messwert gerecht auszugeben.
Ein zukünftiger Systemeinsatz zur Porositätsmessung von Flächenperforationen und zur optischen Permeabilität Überwachung von nicht perforierten, schmalen Bobienen- und auch Breitbahnen bis zu 2000 mm ist ebenfalls möglich.
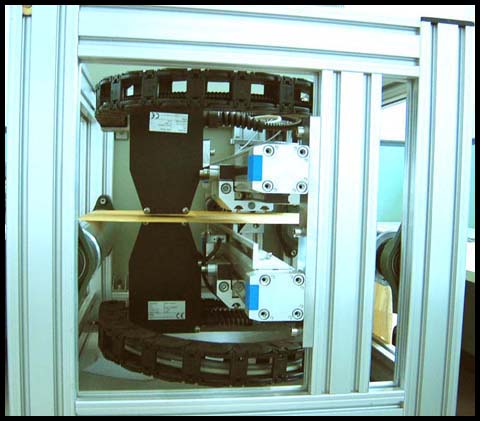
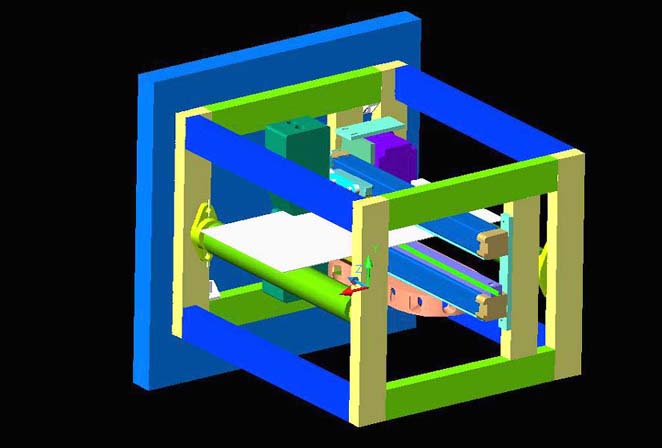
2.0 Meßsystemaufbau
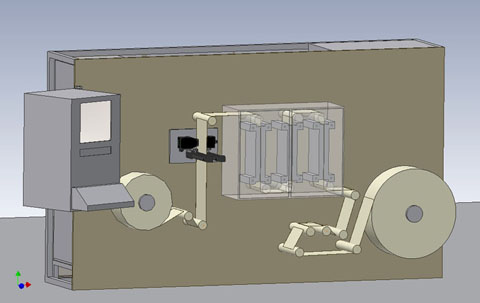
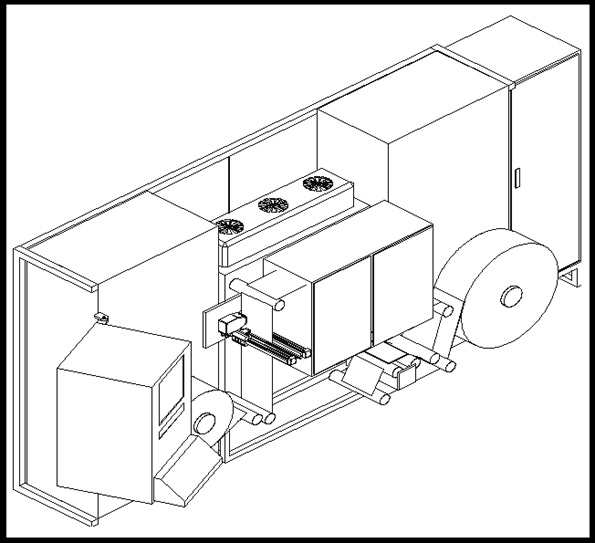
Das opto elektronische Porositätsmeßsystem ( s. Abb.1
und 2 ) besteht im wesentlichen aus den Grundkomponenten :
Abb. 2 zeigt die Meßsystemanordnung für einen zweispurigen Bobienenstreifen.
Das Sensorgehäuse beinhaltet alle opto elektronischen Komponenten einschließlich der elektrischen Echtzeitsignalaufbereitung. Über einen mehrpoligen Stecker und von außen zugänglichen Spindelpotis wird das Meßsystem vom Hersteller kalibriert. Ein weiterer Stecker dient der externen Spannungsversorgung von +/- 15 V und der vierkanaligen, analogen Messsignalausgabe. In einer zukünftigen Systemausführung erfolgt die Messwertdigitalisierung und automatisierte Kalibrierung über ein integriertes real time Hochgeschwindigkeits-Messwerterfassungssystem und digitaler Datenübertragung zum übergeordneten Rechner.
3.0 Funktionsweise
Prinzipiell arbeiten opto elektronische Porositätsmeßsysteme für perforierte
Zonen oder naturporöse Papierbahnen auf Basis der optischen Transmission als
Funktion der pneumatischen Gasdurchlässigkeit nach der Gleichung:
(1) Xpneu = a + b * Xopt.
Xpnue = pneumatische
Luftdurchlässigkeit
Xopt. = optische Transmission
und Korrelation zur Luftdurchlässigkeit
Hierbei bestimmt a den
Anfangspunkt und b die Steigung der Funktionsgleichung .
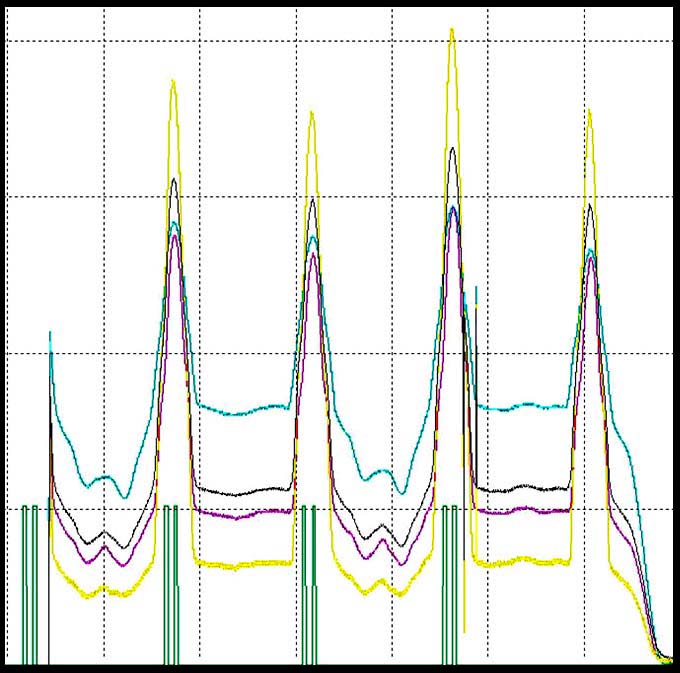
Zur Unterdrückung der materialspezifischen und sich permanent ändernden optischen Eigenschaften des Rohmateriales besitzt das System eine duale Streulichterfassung, die eine moderate Echtzeitkompensation der unterschiedlichen Bahnmaterialien gewährleistet .
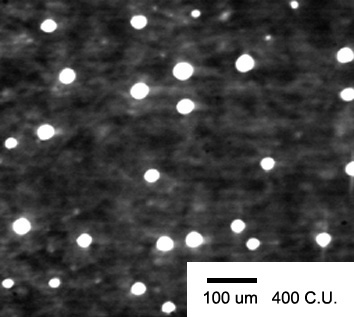
Wie aus Abb. 1 und 2 zu sehen ist, projektiert die Halogen-Kaltlichtquelle über den LWL einen ca. 25 mm großen Weißlichtkreis mit homogener Ausleuchtung unterhalb der zumessenden Perforationszone. Ein optisches Linsensystem auf der Bahnoberseite bildet die jeweiligen Lichtanteile, die direkt durch die Perforationszone transmittiert und deren achsferneren links und rechts neben der Zone und den Perforationslöchern durchtretenden Streulichtanteile auf die zugehörigen Fotodioden- Elemente, ab. Die elektrische Eingangsschaltung ist mit schnellen, selektierten und rauscharmen QUAD-J-FET-OP's temperaturkompensiert aufgebaut und verstärkt die unterschiedlich detektierten Lichtanteile nach Lage und Betrag, so dass eine echtzeitfähige Untergrundkompensation als Differenzbildung zum eigentlichen Nutzsignal stattfindet.
Die durch den optischen Aufbau und deren Komponenten verursachten Streuungen der Lichtanteile und Intensitäten werden durch die vom Hersteller ausgeführte Erstkalibrierung kompensatorisch berücksichtigt und sind langzeitlich als konstante Größe anzusehen.
Durch die Verwendung von Weißlicht und applikationsspezifisch angepasstem Wellenlängen Bereich haben die Streuungen der Mikrolöcher im Durchmesser von 10 - 80 µm nach der jeweiligen Kalibierung und Korrelation keinen signifikanten Einfluss auf die Messergebnisse.
4.0 Einflussgrössen
Bedingt durch das physikalische Arbeitsprinzip der optischen
Transmissionsmessung als Funktion der pneumatischen Gasdurchlässigkeit der
perforierten Bahnmaterialien nach der Gleichung (1) haben folgende Faktoren
einen grundsätzlichen Einfluss auf das Porositätsmessergebnis :
Durch langjährige Erfahrungen konnten mit einem optimierten optischen Messkopfaufbau und deren Strahlenführung, die Lichtquelleneinrichtung sowie deren LWL Zuführung und applikationsspezifischer Einstellung von Lichtintensität und Wellenlänge den dargelegten Einflüssen entgegengewirkt und in weiten Messbereichen auch linear werden.
Abb. 3 dokumentiert die optimierten Linearisierungen dieses Meßsystemes ganz deutlich.
Für den Anwender sind je nach Messanwendung, die gewünschten Verhältnisse von außen einstellbar, so dass keine weiteren Kalibrierungen des opto elektronischen Porositäts- Messsystems notwendig sind.
Verschiedene Grundlagenuntersuchungen mit CCD Bildwandlersystemen zur alternativen opto elektronischen Porositätsmessung haben gezeigt, dass ein vergleichbares Messergebnis unter Berücksichtigung aller genannten Einflussfaktoren gegenüber diesem System nicht erreichbar ist.
5.0 Zusammenfassung der Systemvorteile
Als automatisiert eingebundenes Istwerterfassungssystem im geschlossenen Regelkreis ist die Porosität der Perforations- Maschine auch bei sehr hohen Bahngeschwindigkeiten bis zu 15 m/sek. in engen Grenzen konstant zu halten. Mittels Rechnerunterstützung besteht darüber hinaus die Möglichkeit, weitere Messwertverarbeitungen und statistische Datenaufbereitungen durchzuführen.
Für breite Bahnmaterialien ist ein computergesteuerter, traversierender Multikanal- Porositätsmeßsystembetrieb für bis zu 50 Perforationszonen oder mehr eine technisch und auch wirtschaftlich eine erstklassige Lösung. Die zeigen die bisherigen praktischen Einsätze solcher Systeme. Auch in diesem Applikationsbereich ist das opto elektronische Meßsystem den bisherigen bahn berührenden und damit verbundenen Nachteilen der pneumatischen Systeme vorteilhaft ein zusetzten.
7.0 Anwendungsgebiete
Ein weiteres Anwendungsfeld ist die optische Durchlässigkeitsmessung (Permeabilitätsmessung) für verschiedene online Opazitäts- oder Defekt Detektionsmessungen, wie sie von mehren Anlagenbetreibern gewünscht werden. Auf Basis der bisherigen optischen Systemausführung werden weitere Entwicklungsschritte zu einer Messkopf implementierten Datenerfassung, Messwert Vorverarbeitung und digitaler Schnittstellendatenübertragung folgen .
Patent download http://www.microperforation.com/englishengineerreport.html main link http://www.microperforation.com/ipm-technology.html