IPM - International Perforation Management
high-tech engineering - Germany - Thailand - China
tel/fax: 0049-3212-5375175
http://www.microperforation.com
http://www.microperforation.com.cn
http://www.deguodaguan.com/ipm/
Email: grosse microperforation.com - perforationpeople web.de
copyright Werner Grosse Patent download http://www.microperforation.com/englishengineerreport.html main link http://www.microperforation.com/ipm-technology.html IPM PORTFOLIO ENGLISH IPM PORTFOLIO SPANISH anti counterfeiting laser solution MLL-1
Micro Cluster Patent Technologies
MLL-1 micro laser line perforation real alternative for galvanometer scanner, cluster micro technology for hole pattern, perforation design, waves, zigzag or packages lines, cryptograms, company logos, holograms, anti counterfeiting, security paper, safety, bank note, metal sticker, printing, laminating, coating, credit cards, transparent films, holographic paper, cigarette, tipping, filter, aluminum foils, shrinkable films, tear tapes, labels, cardboards, bar or matrix codes, marking, scribing, jewelry, automotive, pharmacy, golf, smoking, chemical or medical product, electronics part, indicators, porosity contours or profiles, embossing, bioengineering, membrane, filtration, focus, holographic, hinge-lid, pack, hole, porous, hole, line, micron. Patent pending for process, device, product property DE102004012081.
LPM-1 micro laser perforation at wide web, large area, surface or whole material cluster treatment, cutting, welding, drilling, ablation, cleaning, melding, high power dual rotation laser beam splitter, twin multiplexer level, 4/6KW optical input, flexible hollow fibers, 200 output channels, Co2, Yag, Excimer, UV, emission. Material treatment and robotic handling for stainless steel, ceramic, aluminum, wafer, gold, glass, silver, brass, copper, titanium, diamonds, jewelry, silicon, solar, panel, photovoltaic, micromachining, slitting, rewinding, refining machines or stand along systems. Patent grand for process and device DE102004001327.
Nano Micro perforation or other material including surface treatment, electrostatic nano micro cluster perforation for cigarette, tipping, filter, packaging, plug wrap, Kraft, cement sack, bag, fine and other paper, silicon or other coatings, certain plastic films, laminates, porosity from 80 up to 2500 Coresta Units, from 20 down to 6 Gurley, hole sizes from 50 nm up to 100 microns, hole densities from 80-260 h/cm2, zone widths from 2.0-6.0 mm, up to 16,000,000 holes per Second, web speeds up to 500 m/min, web widths up to 2000 mm. Patent grand DE10328937.
Twin AC/AC, AC/DC frequency shift converter high power, high frequency, high voltage, ultra short mega peak current, electro static nano or micro cluster perforation, ignition, sparking, arc, cigarette, tipping, filter, fine, packaging, paper, plug-wrap, sack, bag, Kraft, food, plastic film, foil, textile, fabrics or other products, switching converter, compressor, emergency, train, ship or vessel power supply, generator, fuel cell, upward, downward, frequency shift switching unit, gas, slab, laser, diode, stack, fiber, beam, material, hybrid, plug-in, car, battery, lithium, Ion, renewable, energy, wind, solar, panel, technology, recycling, medical equipment, membrane filtration, robotic, photovoltaic, industrial automation, drives, IGBT, MOSFET, tube, rf, hv. Patent grand for process and device DE10328937.
Optical online OPSS-1 porovision scanning control system permeability cluster control for electrostatic or laser micro perforation machines, multiple color sensor head, spectral intensity, DSP, FPGA, CCD, line, precise, laser, position, material finger print detection, VIS wave length, opacity, defects, inspection, image control, scanner systems, process software, line, camera, vision control, filter, tipping, cigarette, book, packaging, magazine, bible, wall, Kraft, paper, carton, coffee, tea, food, co-extrusion foils, films, agriculture, cement, domestic or other moving fabrics or web material. Patent pending for process and device DE10251610. China patent grand 200310104764.
In-situ dynes or surface tension control ODSTM-1 at fast moving substrates, plastic, films, foils, tear tape, laminate, co-extrusion, BOPP, LLDPE, PE, PP, PVC, MOV, MOH, FEP, PET, OPP, PTFE, MPET, online, spectral, extinction, monolithic, sensor, analyzing, measurement, wave length, Raman, stray, beaming, water drop, angle, inspection, corona, plasma jet, laser, IR, NIR, scanning, wobbling, stray light, spectrometer, etc. Previous patent application DE19542289.
Patent references
http://www.wikipatents.com/gb/2149092.html
http://www.wikipatents.com/de/3332886.html
http://www.wikipatents.com/de/2918283.html
http://www.freepatentsonline.com/EP0460369.html
http://www.freepatentsonline.com/7224447.html
http://v3.espacenet.com/publicationDetails/biblio?CC=EP&NR=0460369&KC=&FT=E
http://www.inpama.com/index.php?content=invention&id=18
http://www.inpama.com/index.php?content=invention&id=19
http://www.inpama.com/index.php?content=invention&id=20
http://www.inpama.com/index.php?content=invention&id=21
http://www.inpama.com/index.php?content=invention&id=22
http://www.inpama.com/index.php?content=invention&id=23
http://www.inpama.com/index.php?content=invention&id=24
https://www.patent-net.de/index.php?content=projekt&id=163
https://www.patent-net.de/index.php?content=projekt&id=213
https://www.patent-net.de/index.php?content=projekt&id=155
https://www.patent-net.de/index.php?content=projekt&id=156
https://www.patent-net.de/index.php?content=projekt&id=214
https://www.patent-net.de/index.php?content=projekt&id=157
https://www.patent-net.de/index.php?content=projekt&id=158
https://www.patent-net.de/index.php?content=projekt&id=287
PowerSourcing Links
http://www.PowerSourcing.com/se/lasermicroholedrilling.htm http://www.PowerSourcing.com/se/laserscanning.htm http://www.PowerSourcing.com/se/laseroptics.htm http://www.PowerSourcing.com/sf/electricalpackaginglinedesign.htm http://www.PowerSourcing.com/sf/packaginglinedesignelectrical.htm http://www.PowerSourcing.com/se/paperproducts.htm http://www.PowerSourcing.com/se/coatedtreatedpaper.htm http://www.PowerSourcing.com/sf/microperforation.htm http://www.PowerSourcing.com/sf/lasermicromachining.htm http://www.PowerSourcing.com/se/machinetoolsinspectionqualitycontrol.htm
Optical OPSS-1 porosity, permeability scanning systems for substrates
Patent pending DE10251610 – China patent grant 200310104764
Introduction
A German-Thai high-tech, engineering company has developed an optical online porosity or permeability scanning system. It works with two different multiple sensors units, i.e. precise line laser, colour sensors and internal controller unit for real-time positioning and porosity control in light transmission mode whilst scanning across the fast running webs up to 600 m/min. The main advantage compared to existing technologies is the measurement of perforation zone/line positions and porosity levels in the same time while the scanner system across the running material web up to 2000 mm width.
Working principle
The porosity control of natural porous and/or perforated web material in laser or electrostatic perforation systems which are produced in speed ranges up to 600 m/min and web widths up to 2000 mm is difficult to measure with pneumatic systems because of following disadvantages: web tangency, web toughing, material flaking, formation of folds, dust and dirt entering the system.
These difficulties can be overcome with stationary or scan, optical porosity measurement systems for porosity ranges from 80 up to 5,000 Coresta units (ml/2cm2/min) respectively 3 to 50 l/m2/Sec. (Franksystem) by nano, micro or macro holes sizes from 0.5 up to 500 microns and hole densities from 10 macro holes per cm up to 400 holes per cm2
The optical online porosity control technology is designed to scan perforation zones with a multiple sensor and their positions with a precision line laser to determine all data in real time with an internal controller unit. It controls roll material or bobbin formats, either as a stand-alone unit or mechanically coupled with existing scanning units which measure the material weight, thickness, opacity, density, brightness, smoothness, formation, etc.
By laser and electrostatic perforation in bobbins and wide paper web formats optical online control processes and their devices are indicated with transverse movements across the web and simultaneously collections of perforation positions and porosities by two different sensor systems.


Both measuring systems move transversely between 50 up 400 mm/Second over the fully web width. They consist of a line laser detect the quality and position of single holes, groups of holes or defined perforation zones into the measuring gap of 5.0 mm. At the same time, the multiple light transmission sensors monitor all porosity profiles and determines envelope curve and calculate the integrals.
Applications and Advantages
Thus direct feedback into the perforation system makes it possible to compensate any changes in terms of porosity and perforation locations so that each jumbo production roll up to 25,000.00 meters as well single or quadruple bobbin sets can be produced and controlled without intermediate stops and certificated in quantity und quality on their end.
Natural porous or perforated web material as cigarette, tipping, plug-wrap, filter, packaging, non-woven, flees, coated paper as well micro or macro perforated plastic films as BOPP, LDPE, PP, EVA, HDPE, etc. are controllable with the OPSS-1 scanning system.



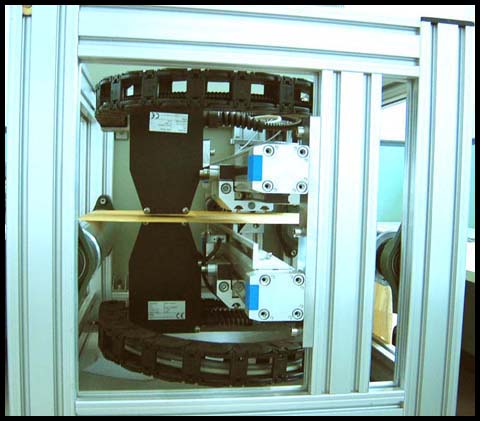
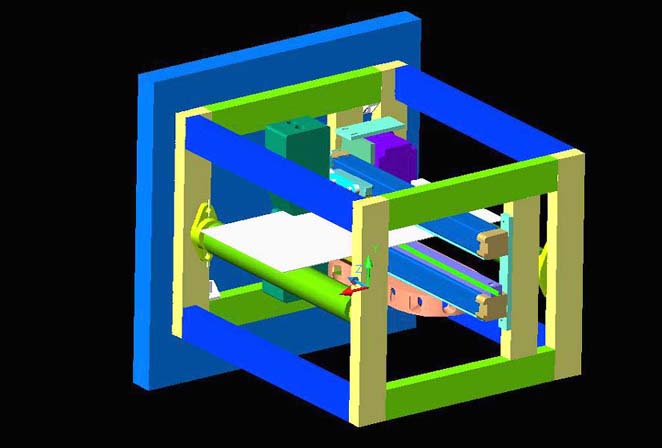
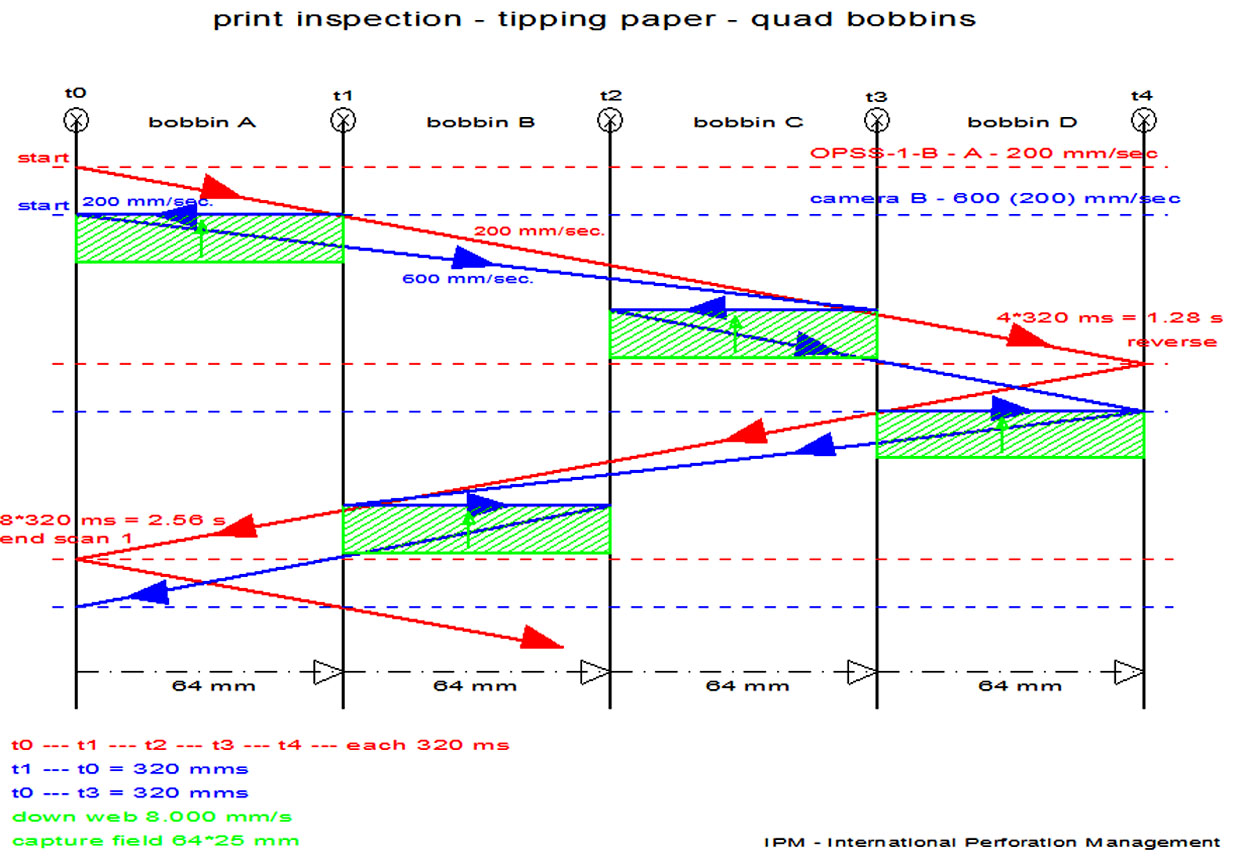
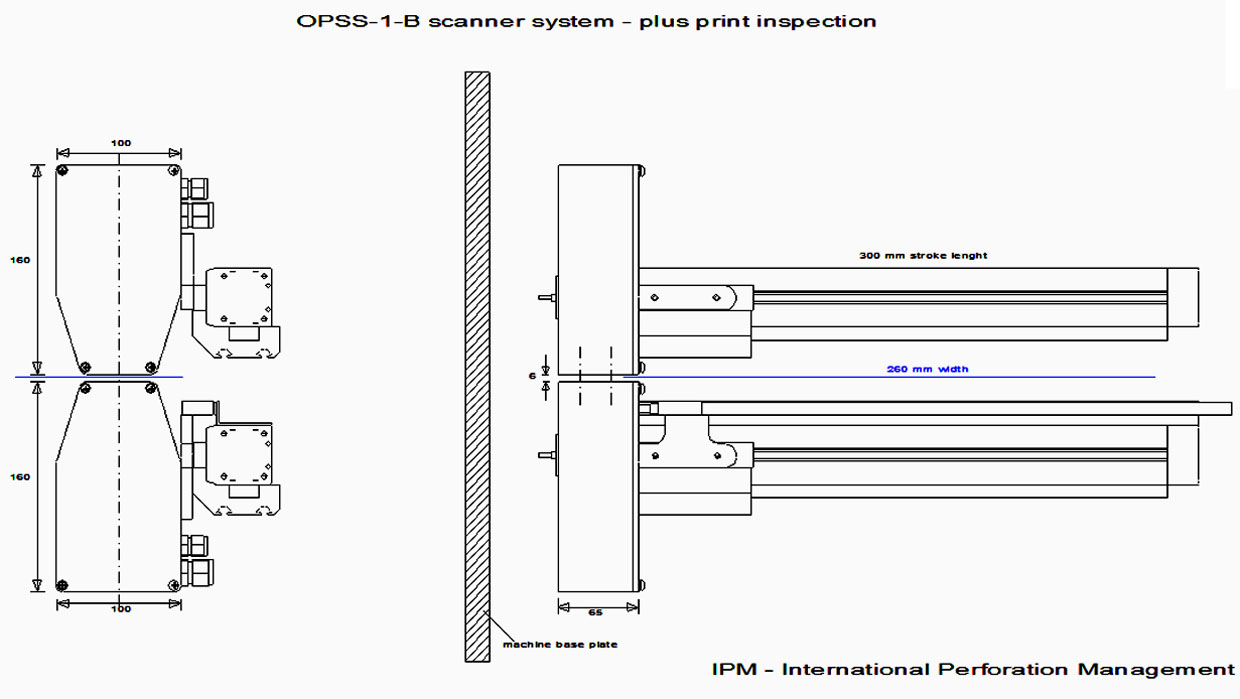
OPSS-1-B print inspection with hi-speed camera scanner for QUAD bobbins at laser perforators - download OPSS-1-B
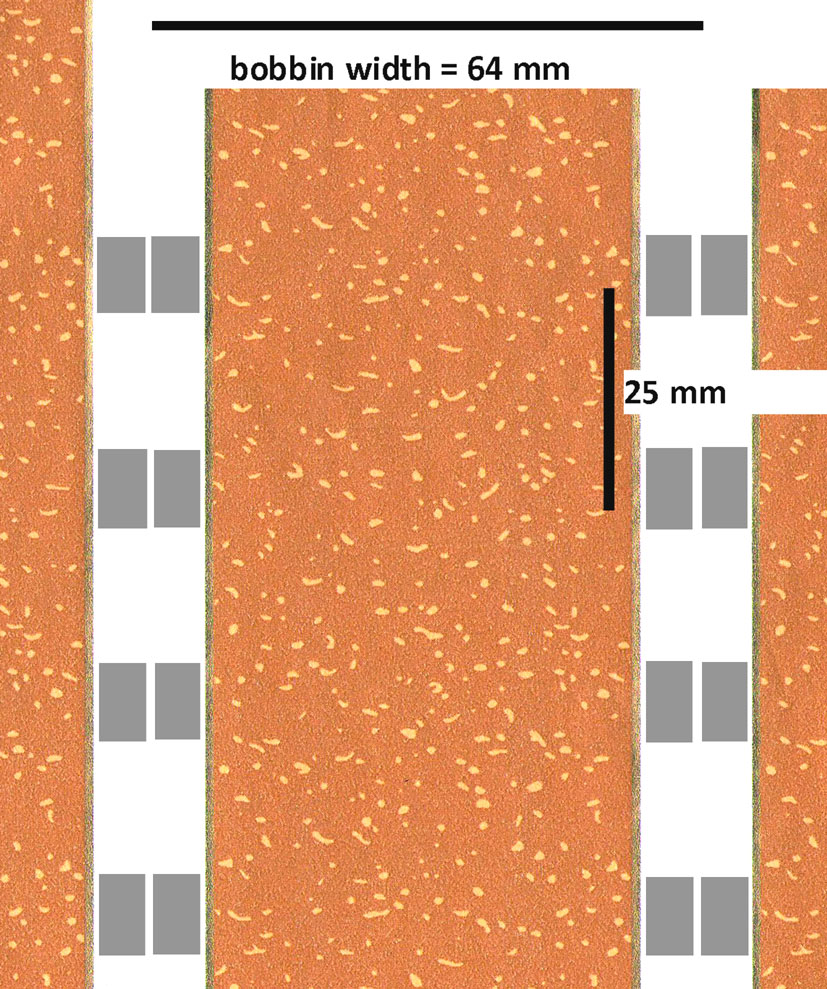
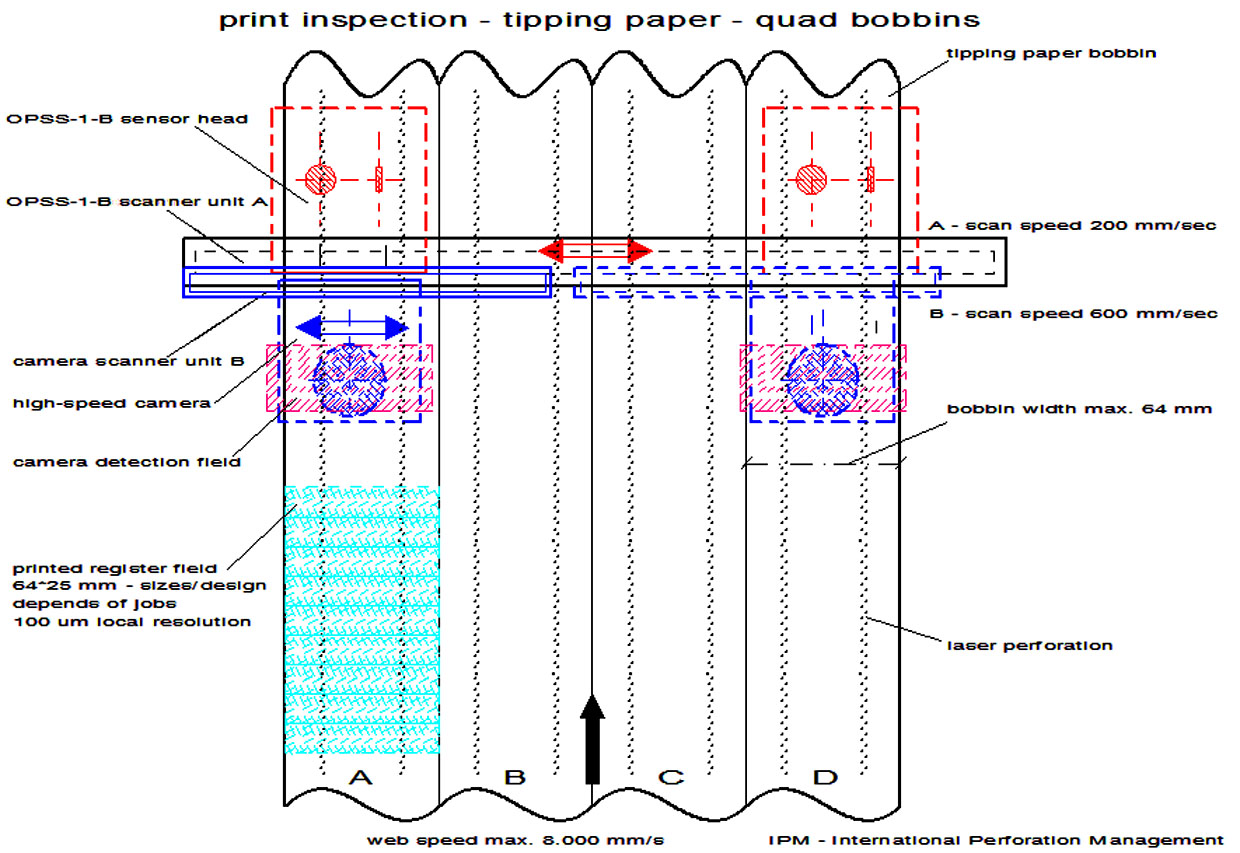
Print inspection –
tipping paper – quad bobbins
Patent applied in Germany and P.R. of China
Conditions
Results
maximal capture rate : cap =
speed/Y-field = 8.000mm/sec/25mm = 325
capture/sec.
inspect with step 1 bobbin A : (Δt0
--- t1)*cap =
0.32s*325capt/sec. = 104 captures while web running
inspect with step 2 bobbin C : (Δt3
--- t2)*cap =
0.32s*325capt/sec. = 104 captures while web running
inspect with step 3 bobbin D : (Δt3
--- t4)*cap =
0.32s*325capt/sec. = 104 captures while web running
inspect with step 4 bobbin B : (Δt1
--- t2)*cap =
0.32s*325capt/sec. = 104 captures while web running
(Δt0 --- t1) = (Δt1 --- t2)
= (Δt2 --- t3) = (Δt3 ---
t4)
full scan OPSS-1-B : 2*(∑t1, t2, t3, t4) =
1280*2= 2560ms = 2.56 sec.
by (2.56 sec.*8 m/sec) 20.5
meters printed tipping paper by full scan
∑ captures :
(step1+step2+step3+step4) = 4*104
captures = 404 captures
Continuous inspect length
by bobbin A, B, C, D: speed*inspecting =
8.000mm/sec*0.32sec = 2.6
meter
Continuous inspect printing
length of each bobbin strip : 2.6 meters with 104 captures
each of 25 mm single
printed fields by 8 m/sec. speed
Kontrolle von Nano oder Mikro Permeabilitätscluster
Permeable, naturporöse, Gas- oder Wasserdampfdurchlässige, Nano oder Mikroperforierte Warenbahnen, Verpackungsstoffe oder andere bewegte Materialien bewegen mit Transportgeschwindigkeiten bis zu 10.000 mm/Sekunde bei Breiten bis zu 5000 mm, so dass sich pneumatische, Über-, Unterdruck- oder Jetstreamsysteme oder andere Materialberührende Prozessmessungen als online Kontrolle exorbitant schwierig gestalten. Des Weiteren haften den Materialberührenden Messmethoden mögliche Nachteile hinsichtlich Bahnzugserhöhung, Materialabriebs, Faltenbildung, Undichtigkeit im Sensorkopfbereich, starken Verschmutzungen, Nichtlinearitäten und anderen Schwierigkeiten an.
Sensorsystem
Optische online Sensormessverfahren bieten vorteilhafte Möglichkeiten zur spektralen Transmissions- oder Extinktionsmessung für die Bestimmung der pneumatisch statischen Gas- oder Wasserdampfdurchlässigkeit dieser bewegten Materialien, wenn wesentliche Grundkriterien wie z.B. optische Transparenz, Opazität, Spektralverhalten im Bereich von 350 – 900 nm, Porengrößen von 50 nm bis 100 µm, Porencluster bis 500/cm2, Materialdichte, Konsistenz, Glätte, Glanz, usw. erfüllbar sind. Dabei ist das Anforderungsspektrum aufgrund der eingangs genannten Produktkonditionen und online Produktionskontrolle, kleinen geometrischen Porenabmessungen, Gasdurchgängen, relativ hohen Transportgeschwindigkeiten und wichtiger Messwert Reproduktion mit der optischen Porositätsmessung gut zu lösen.
IPM hat verschiedene optische Messverfahren und Sensorsysteme in stationärer oder Traversausführung als OPSS-1 und OPRL-1 entwickelt, im Markt eingeführt und mit der DE10251610 sowie auch in China 200310104764, DE19542289 zur Patentanmeldung gebracht, mit denen online Produktionskontrollen und Produktzertifizierungen nach ISO 9001, 9002 und dem Statistical Quality Control (SQC) im Reproduzierbarkeitsgrad und Genauigkeiten unter 2% praktiziert sind.
Transmissionsmodus
Damit sind Gas- oder Luftdurchlässigkeitsmessbereiche von 80 C.U. bis 5000 C.U. ( Coresta ml/2cm2/min ) oder 100 – 2 Guley in Kombination von hybrid Multifarb- und Intensitätssensoren, Permeabilitätsprofilerfassungen mit Auflösungen kleiner 0.1 mm mittels integriertem Präzision Linienlaser, CCD Zeile, intelligente DSP und FPGA Multicontroller Sensorelektronik, Firmware, RS 232, RS 485 high speed Links oder CAN, Profibus, Ethernet Busanbindungen bei scanning speeds von 20 bis zum 1000 mm/Sek. ober- und unterhalb des relativ dazu bewegten Materiales im Transmissionsmodus realisiert.
Der angekoppelte Industrie PC und deren Prozesssoftware kommuniziert mit dem OPSS-1 Sensorkopf, steuert gleichzeitig die Travers Achse und deren controller und übernimmt ebenfalls die Trendnachführung als feed-back close-loop Steuerung zur gravierenden Einengung der Produktmessgröße. Unterhalb der bewegten Materialbahn befindet sich auf gleicher X/Y-Achsenlinie die Beleuchtungszuführung, welche über eine spezielle Lichtfaser der chromatischen Lichtquelle zugeführt. Messspalte in Z-Richtung sind bisher im Bereich von 2 – 10 mm praktiziert, größere Abstände sind auf Anfrage und optische Vortestung der Materialkonditionen denkbar.
Permeabilitätsprofile
Des Weiteren bietet das OPSS-1 Sensorsystem auch die Möglichkeit, nicht nur lokale Permeabilitäten, Nanodurchlässe, Massenporen, Mikrokanäle oder Mikroperforationszonen, stationär kontinuierlich zu messen, sondern auch auf einer travers bewegten Einheit eine Vielzahl sequentiell nebeneinander angeordneten Messzonen, Bereiche, Permeabilitätscluster und Vollflächenbereiche bis Materialbreiten von 5000 mm automatisiert zu detektieren und Messwert gerecht auszugeben.
Andere Messgrößen wie z.B. die WDD nach ASTM oder ISO in g/cm2/h, Liquid, Jet Stream Penetration, Feuchtigkeitsverhalten, Partikelretension, Photonenstrom oder andere physikalische Eigenschaften sind nach entsprechenden optischen Voruntersuchungen möglich, sofern die Materialien eine bestimmte optische Transmission im gemessenen Wellenspektrum aufweisen und das Verhältnis zwischen Nutzsignal und Untergrundrauschen 18 – 28 dB oder besser beträgt.
For more information - please visit our website
Patentinhalt: Verfahren und Vorrichtung zur optischen Porositätsmessung und Positionsbestimmung von Perforation mit einem Dual Sensorsystem
Patent pending DE10251610
copyright Werner Grosse
Die Erfindung betrifft ein Verfahren und eine Vorrichtung zur optischen Positionsbestimmung und Porositätsmessung von Perforationslochreihen und Perforationszonen in bewegtem Bahnmaterial, wobei die Lochreihen, Lochreihengruppen, Perforationszonen, Spuren oder Perforationsbereiche im wesentlichen parallel zur Transportrichtung der Bahn angeordnet sind.
Unter bewegtem Bahnmaterial sind im Zusammenhang der vorliegenden Erfindung insbesondere Papier- oder anderweitig veredelte Bahnen zu verstehen, wie z.B. Zigaretten-, Mundstückbelag- und Kaffeefilterpapiere, Filterumhüllungspapiere so genannte Plug-Wraps, Sicherheitspapiere, holografisch bedruckte, foliengepresste, beschichtete oder metallisierte Papier- oder Verpackungsbahnen die zumindest im Bereich der unterschiedlichen Perforationen ein gewisses Maß an Gas- oder Wasserdurchlässigkeit aufweisen. Diese Bahnen werden als Rollen im Breitbahnformat oder als Schmalrollen, den so genannten Bobienen, aufgerollt und weiterverarbeitet.
Bei der elektrostatischen oder Laserperforation dieser Materialbahnen, hier als offline Betrieb gekennzeichnet, mit Bahnbreiten von 30 bis 2000 mm, bei Bahngeschwindigkeiten bis 600 m/min und bis zu 60 zusammengehörenden Perforationsbereichen treten durch verschiedene Einflüsse wie z.B. der Materialdicke, Dichten, Änderungen in der Konsistenz, Erwärmungen oder Verschmutzungen der Perforationsköpfe oder Elektroden auf, die unerwünschte Änderungen der Gasdurchlässigkeit, im weiteren Porosität genannt, verursachen. Diese Änderungen müssen quantitativ und qualitativ erfasst und regelungstechnisch ausgeglichen werden, um stets hohe Produktionsqualitäten zu erzielen.
Veränderungen in den Positionen der Lochreihen, Lochreihengruppen, der Lochqualität bei Laserperforationen sowie Zonenbreiten, Veränderungen der Zonenlagen, des Lochbildes oder größere Abweichungen in der Lochdichte bei der elektrostatischen Perforation außerhalb der Vorgabegrenzen sind nicht zulässig und benötigen eine zusätzliche inline Kontrolle und nach Möglichkeit auch eine automatische Korrektur durch das Perforationssystem.
Im weiteren dürfen die unterschiedlichen Materialeigenschaften, pinholes, Bedruckungen, Texturen, Streifen oder auch die äußeren Maschineneinflüsse keine Auswirkungen auf die Produktqualität hinsichtlich der Stabilität der erzeugten Perforationen und der Porosität haben. Und dies bei Produktionsrollen bis zu 25.000 Metern ohne jegliche Produktionsstopps.
Die meisten Hersteller und Verarbeiter dieser Bahnmaterialien sind nach ISO-9001 und ISO-9002 zertifiziert, so dass notwendigerweise bei allen fertig perforierten Rollen und Bobienen die wesentlichen Daten der Perforations- und Porositätskriterien mit ausgewiesen sein sollten.
Die wesentlichen Messparameter und Toleranzen für die optischen online Porosimeter der eingangs genannten Papierbasis-Materialbahnen lassen sich wie folgt zusammen fassen :
Unter diesem Hintergrund der online Messtechnologie und hohen Produktanforderungen ist die nachstehende Erfindung zu betrachten und sind deren vorteilhaften Lösungen erarbeitet.
Der derzeitige Stand der Technik für die hier zutreffende Perforationstechnik und optischen Porositätsme0verfahren ist in den Patenten : PCT/JP98/00890, EP0909606, DE44037589, DE2918283 C2, DE4243721 C2, DE19616019 A1, EP0056223, DE2804975, DE3618518, DE4302137 A1, EP93120483, DE19729005 A1 und GB2149092 A wiedergegeben.
Unter der DE4112878 C2 ist ein Messverfahren zur pneumatisch statischen Messung der Luftdurchlässigkeit für derartige Materialbahnen eingehend beschrieben. Die pneumatischen Messergebnisse bilden die Basis für die Kalibrierung und Zuordnung der optisch gemessenen Porosität.
In der DE4421962 C1 und DE19616018 A1 sind weitere Verfahren und Vorrichtungen zur optischen Messung der Porosität an bewegten Bahnen, insbesondere Mundstückpapierbahnen die mit elektrostatischer Perforationen veredelt sind, beschrieben. Auch hier wird das Lichtdurchstrahlungsverfahren angewandt, wobei auf einer Bahnseite opto duale Porositätsmessköpfe mit den Lichtquellen auf der anderen Bahnseite die duale Sensorik aufgebaut ist.
Beide Einheiten sind mechanisch miteinander gekoppelt und überqueren die im Messspalt durchlaufenden Bahnen in Querrichtung mittels Verfahreinheiten. Bei zwei unterschiedlichen Wellenlängen oder räumlich getrennten Sensorsystemen wird zeitlich getrennt und in mehren Verfahrabläufen die Positionsbestimmung und danach die optische Porosität im Spurverweilbetrieb bestimmt.
Die US5944278 und US5341824 Patentschriften beschreiben sehr ausführlich den Einsatz von stationären CCD Zeilensensoren und optisch hoch auflösenden Kamerasystemen mit angekoppelter Bildverarbeitung zur indirekten Porositätsmessung von Laserperforationen bei extrem schnell laufenden Bobienenbahnen bis zu 1500 m/min.
Wie hoch deren Bildaufnahmen und Verarbeitungsgeschwindigkeiten dabei sein sollten, zeigt ein einfaches Berechnungsbeispiel bei der angegebenen Bahngeschwindigkeit bis zu 1500 m/min. Bei einer Einzelmesslänge von jeweils 2 cm, dies entspricht der statischen Messfläche, errechnet sich für eine lückenlose, stationäre Erfassung einer jeder Lochreihengruppe eine Bildsequenz von mindestens 1250 Bilder pro Sekunde, und bei gewünschten Einzelbildauflösungen der Lochgrößen im Bereich von 60 – 100 µm müssen die Belichtungszeiten noch kleiner als 1/10.000 Sekunde sein, was technologisch völlig unrealistisch ist.
Ein anderes Verfahren und Messprinzip ist von der Firma Sensoptic als analoges Lochdetektorsystem entwickelt und publiziert worden, welches das Vorhandensein von Einzellochreihen oder Lochreihengruppen der Laserperforationen mit ja/nein Entscheidungen bei Bahngeschwindigkeiten bis 200 m/min überwachen kann.
Alle bisherigen Verfahren und Vorrichtungen ermöglichen eine indirekte online Porositätsmessung mit zum Teil sequentieller Abtastung der Lochreihengruppen oder Perforationsspuren aber nicht zeitgleicher Orts- und Qualitätsbestimmung der Perforationen. Des weiteren führt deren zeitlich gestaffelter Messablauf zur Positionsbestimmung und Porositätsmessung, und dem von Perforationsspur zu Perforationsspur verfahrenden und dort kurzzeitig verweilender Messkopf zu erheblichen Zeitverzügen des gesamten Ablaufes. Dabei ist zu beachten, dass z.B. bei 36 Perforationsspuren, einer Zonenbreite von 3.0 mm und einer Bahnbreite von 1000 mm alle perforierten Spuren zusammen gerade 1/10 der Gesamtmaterialbreite belegen, und somit die Totzeit für das Verfahren extrem hoch sind.
Somit sind Lochqualitäts- und Perforationsprofilkontrollen und dem sich anschließenden Regelkreis oder Trendnachführungen für das Perforationssystem simultan nicht möglich, was bei dem hohem Automatisierungsgrad der Produktionsanlagen äußert nachteilig ist. Dies gilt im besonderen Maße für ein automatisiertes und schnelles Rüsten und Einstellen der Perforationsköpfe und Elektroden über die Bahnbreite hinsichtlich der Positionierung und Anfangsporosität, wie dies u.a. zur motorischen Unter- und Obermesserpositionierung von Rollenschneidanlagen bekannt ist.
Daher liegt der Erfindung die Aufgabe zugrunde, diese Nachteile auszugleichen und technische Lösungen anzugeben, mit der simultan und zeitgleich die eingangs genannten Produktkriterien nach Möglichkeit in Echtzeit erfasst, aufgearbeitet, ausgewiesen und auf das Perforationssystem steuerungstechnisch und kompensatorisch einzuwirken, um so die physikalischen Größen in den vorgegebenen Grenzen zu halten.
Um zeitlich unverzögerte Messabläufe zu erzeugen, wurde bei diesem Verfahren und deren Vorrichtung der Analogtechnik mit hybrider Fotodiodentechnik und integrierten Vorverstärkern dem Vorzug gegenüber der CCD Zeilensensor- und Flächenkameratechnik gegeben, weil es nur so möglich ist, den kurzzeitigen Messabläufen und Abtastsequenzen von z.B. 20 KHz in real time und unverzögert zu folgen. In der nachstehenden Erfindungsbeschreibung sind hierzu einige Beispiele angeführt.
Das erfindungsgemäße Verfahren zur optischen Porositätsmessung und Positionsbestimmung von Perforationen mit einem Dual-Sensorsystem für laufende Bahnen löst die vorangestellte Aufgabe durch die Merkmale des Patentanspruchs 1.
Danach werden mit dem Traversiersystem, ausgehend von einem festen Referenzpunkt außerhalb der Materialbahn, im ersten Messzyklus der Bahnüberquerung die Positionsbestimmungen der im Messspalt durchlaufenden Materialbahn von Bahnkante, Lochreihengruppen, Perforationsspuren oder Perforationsfelder durch den Linien- oder Punktlaser eines optischen Positionsbestimmungssystems im Durchstrahlungsverfahren durchgeführt. Dies ohne jegliche Zwischenstopps auf den jeweiligen Perforationslochreihen, Perforationsspuren oder Perforationsbereichen. Ein an den Traversierachsen schlupffrei angekoppelter Inkrementalgeber liefert dazu die hohe geometrische X-Achsenauflösung von z.B. 0.05 mm.
Zeitgleich zum ersten Messzyklus der Bahnüberquerung, detektiert das andere optische Porositätsmeßsystem, dass unmittelbar hinter dem Positionserfassungssystem mechanisch fest und auf gleicher X-Querachse angeordnet ist und eine deutlich größere Strahlausbildung hat, die optische Porosität aus den zuvor ermittelten Perforationsbereichen. Nachdem beide Meßsysteme die gegenüberliegende Bahnaussenkante erreicht haben, wird an dieser Stelle der zweite Referenzpunkt als Reversierpunkt außerhalb der Materialbahn für beide Meßsysteme definiert, wobei sich zum Rücklauf die Reihenfolge der von Ortbestimmung und Porositätsmessung umkehrt. Zum nächsten Messzyklus läuft dann die zuerst genannte Messreihenfolge als simultane Dualmessung ab. Dieser Messablauf wiederholt sich zyklisch mit ständigen Querbewegungen beider Messeinheiten, so dass ich aufgrund der beiden Relativbewegungen der in Y-Richtung durchlaufenden Bahn und in X-Achse quer verfahrenden Messköpfe Parallelogramme als Messlängenabschnitte für die Perforationen ergeben.
Erfindungsgemäß ist erkannt und durch eine Vielzahl von Untersuchungen und praktischen Messungen bestätigt worden, dass mit neuer Sensorik und insbesondere mit sehr feinen Linien- oder Punktlasern präzise Positionsbestimmungen bei hohen Quer Verfahrgeschwindigkeiten bis zu 200 mm/Sek. bei diesen Materialbahnen möglich sind. Dies zusammen und simultan mit einem zweiten Sensorsystem zur optischen Porositätsmessung, und speziell angepasster homogener Flächendurchstrahlung, so dass separate und zeitintensive Mehrfachdurchläufe zur Findung der Papierbahnkanten, Perforationsbereiche und Verweilzeiten zur Porositätserfassung gänzlich entfallen. Darüber hinaus sind weitere Produktinformationen, insbesondere durch die Lichtstrahlprofile mit scharfen Konturabgrenzungen, über die Qualität der Perforationen und Profile in den Signalverläufen beider Sensorsysteme enthalten und auswertbar.
Auf einfache Weise wird die Materialtransparenz vom Porositätsmeßsystem im Zwischenraum der Lochreihengruppen oder der Perforationsbereiche detektiert, dort wo sich vorzugsweise keine Texturen, Linienstrukturen oder Druckbereiche befinden, so dass zu jedem Verfahrzyklus ein Mittelwert aus n-Einzelwerten gebildet und bei der Berechnung eines jeden Porositätseinzelwertes als Untergrund Offset berücksichtigt wird.
Durch den Einsatz eines Traversiersystems mit zwei Verfahrachsen, dass mit einem gemeinsamen oder zwei synchron betriebenen Schrittmotoren, Linearmotoren oder DC-Servomotoren angetrieben sein kann, deren relativ hoher Verfahrgeschwindigkeit und der Kombination von präziser Positionsbestimmung der Perforationen, Qualitätskontrolle der Perforation bei zeitgleicher Porositätsmessung ist ein optimiertes und zugleich kompaktes online Meßsystem mit dieser Erfindung entstanden. Gleichermaßen sind die kompletten Systeme in vorhandene oder neue Produktionsanlagen relativ einfach und direkt nach der Perforationseinrichtung integrierbar. Z.B. bei Laserperforationsanlagen, auf denen drei bis maximal vier Bobienen gleichzeitig perforiert werden, weist die Traversiereinheit eine Verfahrbreite von ca. 250 mm, bzw. bei elektrostatischen Breitbahnanlagen, je nach Bahnbreite, 1200 bis 2000 mm auf.
Weitere Verfahrensvorteile dieser Erfindung ergeben sich aus dem zeitlich schnellen und unterbrechungsfreien Querverfahren beider Meßsysteme, z.B. bei Breitbahnen von 1200 mm in 5 – 8 Sekunden bei z.B. 40 Perforationslochreihengruppen oder Perforationsspuren, was messtechnisch ermöglicht, sowohl die Porositätsabweichungen wie auch Veränderungen der Perforationsqualität eines jeden Perforationsbereiches simultan zu erfassen und damit fast zeitlich unverzögert kompensierend auf das Perforationssystem einzuwirken.
Durch die in dieser Erfindung verwendete Analogtechnik beider Sensorsysteme lassen sich die hohen Anforderungen hinsichtlich der gewünschten Einzelmesslänge von 2 cm pro Lochreihengruppe oder Perforationsspuren bei Bahngeschwindigkeiten bis 600 m/min erfüllen. Danach bilden z.B. 300 Einzelmesspunkte die Hüllkurve für das optische Porositätsintegral für eine 4 mm breite Perforationszone, was unter Einhaltung des Abtasttheorems, hier z.B. 20 KHz, bei den auf dem Markt erhältlichen Multiprozessorkarten mit integrierten Analog-Digitalwandlungen bei zeitgleicher Einlesung der X-Achsen Inkrementalwerte und unter der Verwendung eines Master PC und getrennter Prozesssoftware problemlos machbar.
Dies ist eine grundsätzliche Voraussetzung für das automatisiertes Maschinenrüsten und Positionieren aller Perforationsbereiche, Grundeinstellungen der Porosität sowie im weiteren ein zentraler Bestandteil zum präventiven Erkennen von Änderungen und Trends in der Porosität, den Lochdichten und Lochgrößen während der laufenden Produktion bei Rollenlauflängen bis zu 25.000 Metern.
Weitere Verfahrensvorteile sind in der absolut sicheren Positionsbestimmung von elektrostatischen Perforationszonen mit niedrigen Porositäten von z.B. < 100 C.U. bei sehr opaken Materialbahnen zu sehen, was in der Vergangenheit mit bisherigen Meßsystemen immer wieder zu erheblichen Problemen führte.
Im weiteren haben praktische Ergebnisse gezeigt, dass ein „fliegender Porositätsmessbetrieb“ wie er aus in der Papierherstellung, bei deren Weiterverarbeitung und in der Kunststoffverarbeitung seit langer Zeit bekannt ist, also kein Verweilen des Porositätsmesskopfes auf der jeweiligen Perforationsspur oder Lochreihengruppe, ein gleichwertiges und darüber hinaus mit den eingangs angeführten, geringen Messtoleranzen behaftetes Porositätsergebnis, dies auch im Dauermessbetrieb, liefert. Dieses vorteilhafte Verfahren vermeidet somit auch die immense Messtotzeit, welche durch das Nichtmessen der dazwischen liegenden, unperforierten Bereiche bei einem Spurverweilbetrieb mit ständigen Starts und Stopps zwangsweise entsteht.
Nur mit dem erfinderischen Verfahren des „fliegenden“ Messbetriebes von simultaner Positionsbestimmung und Porositätsmessung von z.B. Bahnbreiten von 1200 mm, 40 Perforationsspuren sind ca. 800 Summenmesswerte pro Perforationsspur und ca. 32.000 Gesamtmesswerte innerhalb einer Produktionsrolle von 15.000 Metern bei Bahngeschwindigkeiten von 180 m/min machbar. Dagegen sind einem Zonenverweilbetrieb und einer angenommenen Verweilzeit von zwei Sekunden pro Perforationsspur die Anzahl der Summenmesswerte pro Perforationsspur und die Gesamtwerte innerhalb einer Produktionsrolle um den Faktor 10 geringer. Daher ist es für sich selbstredend, dass nur der „fliegende“ Messbetrieb die zeitlich möglichst schnelle Wiederkehr auf den einzelnen Lochreihengruppen oder Perforationsspuren ermöglicht.
Das erfinderischen Verfahren beinhaltet auch weitere Vorteile, bei der die Lichtintensitäten zur homogenen Ausleuchtung des Messfensters der Porositätsmessung durch gebündelte Strahlführung und Einzellichtquellen, so genante Power LED’s, optisch zueinander ausgerichtet und stromgesteuert angepasst und für die unterschiedlichen Porositätsbereiche in der Summenintensität extern steuerbar sind. Da sich die kompakte Lichtquelle direkt im Messkopfgehäuse auf der Bahngegenseite der Sensorik befindet, entfallen Lichtfaserzuführungen zum Traversiersystem und die im weiteren mit der Verwendung von räumlich abgesetzten Halogenlampen verbundenen Schwierigkeiten, von anhalternder Intensitätsreduktion, hotspots und viel zu kurzer Lebensdauer von z.B. 500 Betriebsstunden.
Bei optischen online Messsystemen nicht gänzlich auszuschließende Verschmutzungen oder Partikelbelegungen der Messfenstern werden bei dieser Erfindung vorteilhaft durch eine gezielte Spülluftführung über die Messfenster, das zeitweise Einfahren des Messspaltes in eine Reinigungs- oder Bürsteneinrichtung, sowie die Referenzstrahlaufnahme durch das Porositätsmeßsystem außerhalb der Materialbahn dauerhaft kompensiert.
Alle optischen Porositätsmeßsysteme arbeiten als Relativmesssystem, so dass eine Kalibrierung der optischen Porositätsmesswerte den pneumatisch-statisch gemessenen Gasdurchlässigkeitswerten zugeordnet werden muss. Auch hier eröffnet das erfinderische Verfahren und deren Vorrichtung weitere Vorteile indem unmittelbar nach dem ersten vollen Messzyklus die Produktionsmaschine gestoppt und die Materialbahn statisch gemessen wird. Vorzugsweise bilden hierbei drei Einzelmesswerte über eine Länge von einem Meter einen Mittelwert für jede Lochreihengruppe oder Perforationszone die im PC System als Zuordnung des Porositätsintegrales, bestehend aus der Mittelung von zwei Einzelwerten durch die Vor- und Rückbewegung der Traversierachse, eingegeben werden. Die programminterne Berechnung und Anzeige erfolgt dann danach immer nach dem sich daraus abgeleitetem Umrechnungsfaktor für jede Lochreihengruppe und Perforationszone.
Es ist leicht einzusehen, dass nur durch den zeitlich unverzögerten Ablauf von optischer und pneumatischer Messung an fast gleicher Stelle der Materialbahn vergleichbare und reproduzierbaren Porositätsergebnisse erzielbar sind, da sich die Porositätsverläufe bei weiter durchlaufender Bahn gegenüber der aktuellen, optischen Porositätsmessung gravierend verändern könnten. Dies stellt einen weiteren Vorteil des erfinderischen Verfahrens heraus.
Die eingangs genannte Aufgabe wird ferner von einer Vorrichtung zur optischen Porositätsmessung und Positionsbestimmung von Perforationen mit einem Dual-Sensorsystem für laufende Bahnen mit den Merkmalen des Patentanspruchs 22 gelöst.
Danach ist die Vorrichtung so ausgestaltet, dass auf einer Seite der Materialbahn sich beide Strahlzuführungssysteme zur Positionsbestimmung und Porositätsmessung auf gleicher Querachse, aber räumlich in deren Richtung versetzt, auf gleicher Traversierachse befinden. Auf der gegenüberliegenden Bahnseite und in der X- und Y-Achse deckungsgleich, sind die beiden Sensorgehäuse auf der anderen Verfahrachse angeordnet. Beide Verfahrachsen bewegen sich absolut synchron und können mechanisch starr gekoppelt sein oder auch aus zwei getrennten Einheiten bestehen. Ein an den Achsen absolut schlupffrei angekoppelter Inkrementalgeber liefert stets die aktuelle Position mit entsprechend hoher Auflösung.
Der geometrische Abstand beider Sensorachsen in Bahnquerrichtung, also nicht in gleicher Richtung wie die Transportrichtung der Perforationsspuren oder Lochreihengruppen, ist fest und für die Berechnung innerhalb der Software und Datenauswertung berücksichtigt. Durch den räumlichen Querversatz beider Sensorsysteme haben sich weitere, erfinderischer Vorteile in der Praxis gezeigt. Damit ist es erstmalig möglich, stochastisch auftretende Veränderungen in den Lochbildern, Perforationsprofilausbildungen, Änderungen innerhalb der Lochreihengruppen oder Perforationszonen welche z.B. durch Schleifspuren, Makroeinrisse, Lochaussetzern, Teilzonenaussetzern, starken Zoneneinfärbungen oder anderen Auswirkungen des Perforationsprozesses kurzzeitig auftreten können, selektiv zu erfassen, und je nach Ereignis, dies berücksichtigt oder unberücksichtigt zu betrachten.
Alle Analogdaten beider Sensorsysteme werden mit einer handelsüblichen Multiprozessorkarte aufgenommen und im Master PC-Betrieb weiterverarbeitet. Die Multiprozessorkarte übernimmt Hard- und Softwaretechnisch ebenso die Stromsteuerung für die gemeinsame Lichtquelle, die Signalverarbeitung des Inkrementalgebers für die aktuelle X-Achsenposition und die Datenerzeugung und Transfer zur Positionierung der Verfahrachsen. Durch den Multiprozessorbetrieb mit zwei eigenständigen Prozessprogrammen lassen sich die schnellen Verfahrbewegungen und hohen Abtastraten für die Sensorik von bis 20 KHz problemlos generieren. Zur Prozessvisualisierung und für die statistischen Auswertungen sind standardisierte Auswertemethoden mit fertigen Softwarepaketen, z.B. LABVIEW oder ARGUS, einsetzbar.
Es gibt verschiedene Möglichkeiten, die Lehre der vorliegenden Erfindung in vorteilhafter Weise auszugestalten, weiterzubilden und anzugeben. Dazu ist einerseits auf die in den Patentansprüchen 1 – 30 beschriebenen Ausführungen, und andererseits auf die nachfolgenden Erläuterungen mehrer Ausführungsbeispiele der Erfindung anhand der Zeichnungen zu verweisen. In Verbindung mit der Erläuterung der bevorzugten Ausführungsbeispiele der Erfindung und mittels der Zeichnungen werden auch im allgemeinen bevorzugte Ausgestaltungen und Weiterbildungen der Lehre erläutert.
Die Zeichnungen zeigen im Einzelnen :
Fig. 1 zeigt die schematische Draufsicht der Traversierachse 2 mit der Querbewegung 9 in der X-Achse der dualen Messkopfeinheit 3 über die Laser perforierte Materialbahn 1, welche bei diesem Beispiel für zwei volle Bobienen 4 mit jeweils zwei Laserlochreihengruppen 5 dargestellt ist, die später aus der fertig perforierten Rolle geschnitten werden. Die Transportrichtung 10 der Materialbahn ist in der Y-Achse und ein Bobienenabschnitt mit 41 kennzeichnet. Zum besseren Verständnis sind die Laserlochreihengruppen 5 im vergrößerten Maßstab dargestellt.
In Fig. 2 ist eine schematische Seitenansicht der dualen Messkopfeinheit 3 ausgeführt, in der die Separation und der räumlich feste Versatz 6 der Positionsbestimmungs- 7 und Porositätsmessstrahlung 8 zur X-Querachse 9 verdeutlicht ist. Der Versatz 6 kann bei diesem erfinderischen Beispiel z.B. 50 mm betragen, und dies völlig unabhängig den geometrischen Positionen oder so genanten Standardregistern der Perforationen, welche die Mittenabstände 11 der Perforationsspuren 5 und deren Randbereiche über die Bobienenbreite definieren. Größere Abstände 6 als z.B. 60 mm sind weniger sinnvoll, da sich damit die Ausfahrposition der Messköpfe außerhalb der Materialbahnkanten unnötigerweise vergrößert. Gegenseitige, optische Beeinflussungen der Strahlengänge von Positionsbestimmung 7 und Porositätsmessung 8 sind aufgrund der unterschiedlich ausgebildeten Strahlprofile und Strahlarten ausgeschlossen. Ebenso haben Tageslicht oder Raumbeleuchtungen keinen Einfluss auf beide Meßsysteme, da der enge Messspalt einen Lichteinfall nicht zulässt.
In diesem Vorrichtungsbeispiel ist der Messspalt 12 für beide Strahlquellen 7 und 8 gleich und beträgt beispielsweise 4 mm. In der Praxis haben sich Messspalte zwischen 3 – 8 mm bewährt.
Die äußeren Abmessungen der Dual-Messkopfeinheit 15 und 16 lassen sich bei diesem Beispiel auf jeder Bahnseite mit 80 mm Breite, 60 mm Tiefe und 60 mm Höhe angeben, wodurch sich eine sehr kompakte Einheit aufbauen lässt.
Die Spülluftführung mit feinem Luftstrom zur Fernhaltung von Schmutzpartikeln und Perforationsausgasungen an den Lichtaustritts- und Eintrittsfenstern 13 ist der Einfachheit nicht weiter erläutert.
Des weiteren sind in diesem Vorrichtungsbeispiel auch nicht der außerhalb der Materialbahn befindliche Schmutzabstreifer oder Reinigungsbürste dargestellt.
In dieser Seitenansicht bedarf das bekannte Durchstrahlungsprinzip mit Lichtwellenlängen keiner weiteren Erläuterung, da es eingehend in den genanten Patentschriften erläutert ist.
Die optische Projektion des feinen Punkt- oder Linienlasers 7 zur Positionsbestimmung ist in Fig. 3 vergrößert dargestellt. Zur Verdeutlichung der Perforation sind die Laserlochreihengruppen 5 gegenüber dem realen Maßstab vergrößert dargestellt. Der Punkt- oder Linienlaser 7 hat in vorzugsweise einen Punktdurchmesser von kleiner als 0.5 mm. Praktische Ergebnisses haben gezeigt, dass für eine optische Selektion der einzelnen Laserlochreihen 11, z.B. bei einem Mittenabstand von 1.0 mm, eine Ortauflösung von +/- 0.1 mm, auch bei sehr hohen Bahngeschwindigkeiten 10 bis zu 600 m/min und Verfahrgeschwindigkeiten 9 bis 200 mm/Sek. in Querrichtung problemlos möglich sind. Linienlaser 7 mit einem Profil von z.B. 0.2 mm Breite und 5 mm Länge sind noch besser geeignet, weil deren Projektsfläche in der Querrichtung noch wirksamer ist. Derartige Punkt- oder Linienlaser 7, die im Wellenlängenbereich von 600 nm bis 900 nm arbeiten, werden z.B. bei der Firma Schäfter und Kirchhoff in verschiedenen Ausführungen angeboten. Zur Positionserfassung des Punkt- oder Linienlaserstrahles kommen auf der anderen Bahnseite konventionelle Fotodioden mit integriertem Vorverstärker, häufig bestehend auch Dual- oder Quad Dioden, exakt abgestimmt auf die Wellenlänge des Lasers und mit einem Kolimatorlinsenvorsatz versehen, zur Anwendung. Diese sind Stand der Technik und für eine Vielzahl von anderen Applikationen ausführlich beschrieben. In diesem erfinderischen Beispiel ist deren Sensorik nicht dargestellt.
Fig. 4 verdeutlicht den optischen Aufbau der im Messkopf integrierten Lichtquelle mit drei Power-LED’s 14 zur Lichtstrahlerzeugung für die Porositätsmessung 8. Diese leistungsstarken und meist im Wellenlängenbereich von 700 nm bis 900 nm strahlenden Power LED’s 14 weisen nach dem heutigen Stand der Technik Lichtstärken bis zu 8 cd und Lichtströme bis 40 lm auf. Im elektrischen Pulsbetrieb sind Lichtintensitätserhöhungen bis zum Faktor 25 machbar.
Um die Gausche Intensitätsverteilung 16 jeder Einzel LED’s, wie dies aus Fig. 12 zu ersehen ist, zu einer weitestgehend homogenen Ausleuchtung der Messfläche 17 anzupassen, werden in dieser beispielhaften Vorrichtung drei Power LED’s 14 räumlich auf der X-Achse und Y-Achse 21 diagonal so versetzt angeordnet sowie über in der Stromsteuerung so angeglichen, das sich eine Intensitätshüllkurve 17 mit möglichst geringer Welligkeit des Plateaus 18 ausbildet. Dies ist in Fig. 12 und 13 mit den Intensitätsdiagrammen verdeutlicht. Der Bereich 19 definiert die Größe der optischen Strahlabbildung 8 nach den Sammellinsen 23 und 24 am Messfensteraustritt.
Eine homogene Ausleuchtung in der X- und Y-Achse 26 der Messfläche ist deshalb so bedeutend, weil nur hiermit eine bestmögliche Symmetrie und Vergleichbarkeit zum realen Perforationsprofil, insbesondere in den Perforationsrandbereichen und völlig unabhängig von der Perforationsart, erreichbar ist.
Die Lebensdauer von stromgesteuerten oder stromgepulsten Power LED’s 14 wird von den Herstellern mit bis zu 25.000 Betriebsstunden angegeben, so dass ein Bauteileaustausch praktisch erst nach mehren Betriebsjahren infrage kommt. Dies schafft eine vorteilhafte Situation gegenüber der Verwendung von Halogenlampen mit viel zu geringen Betriebsstunden, wie dies eingangs erwähnt ist.
Zur Strahlzusammenführung der räumlich versetzten Power LED’s 14 ist ein spezieller, halbdurchlässiger Spiegel oder eine diffraktive Linse 20 in Richtung der Strahlführung zum Messfenster 22 angeordnet. Diese optischen Komponenten sind aus der Analysetechnik und Partikelkonzentrationsmessung bekannt. Die beiden Sammellinsen 23 und 24 haben unterschiedliche Durchmesser und Brennweiten um die relativ breite Abstrahlung der Power LED’s auf das gewünschte runde oder auch quadratische Strahlprofil 8 von z.B. 6 mm Durchmesser oder 6 * 6 mm zu fokussieren und auf die Materialbahn 1 zu projektieren.
Die Sensorik für die Porositätsmessung 16 auf der gegenüberliegenden Bahnseite ist in konventioneller Weise aufgebaut und beinhaltet das Fotodiodenelement 25, ebenfalls in als vorzugsweise Ausführung mit integrierten Vorverstärker auf einem Keramikchip. Hierbei sind Einzel-Fotodioden aber auch monolithische Dual-Fotodioden 25 wie auch Quad-Fotodioden 31 einsetzbar, welche in der Spektralempfindlichkeit weitestgehend mit den Power-LED’s übereinstimmen. Deren Position kann direkt aber auch etwas hinter dem Brennpunkt 28 der letzten Sammellinse 23 ausgerichtet sein, um eine bestmögliche optische Abbildung auf deren photoempfindlicher Fläche zu erhalten.
Im Sensorgehäuse ist die Strahlführung für die Fotodioden ist in reziproker Richtung wie die Strahlzuführung der Power-LED’s mit den beiden Sammellinsen 23 und 24 ausgeführt.
Zur Detektion des feinen Punkt oder Laserlichtstrahles der Positionsbestimmung sind vorzugsweise Einzel- oder Dualfotodioden mit kleiner fotoempfindlicher Fläche von z.B. je 0.5 * 0.5 oder 1 * 2 mm oder so genannte PSD Positionssensoren eingesetzt, die speziell für diese Applikationen und im Spektralbereich passend vorgesehen und im Markt erhältlich sind. Zur Porositätsmessung haben sich Einzelfotodioden oder Quad Fotodioden, deren fotoempfindlichen Flächen meist 3 * 3 mm oder 4 * 2 * 2 mm betragen und integrierte Vorverstärker auf dem gleichen Chip beinhalten, gut bewährt.
Abschließend sei noch erwähnt, dass im erfinderischen Aufbaubeispiel durch den relativ engen Messspalt jegliche Bandpass- oder weitere Filterkomponenten entfallen.
Ein anderes erfinderisches Beispiel mit nur einer leistungsstarken Quad Power LED 29 verdeutlicht die Fig. 5. Daraus resultiert eine runde und mir einer Vierpunkt-Strahlkonzentration ausgebildete Messfläche 30, die sich in gleicher Form auf das Quad Fotodiodenelement 31 abbilden lässt. Praktische Untersuchungen haben gezeigt, dass mit diesem Ausführungsbeispiel ein gleich gutes Porositätsmessergebnis erzielbar ist. Da sich die Intensitätsverteilung der Vierpunkt-Strahlkonzentration zueinander nicht anpassen und optimieren lässt, entstehen leichte Konturverzerrungen in den Randbereichen der Perforationsprofile.
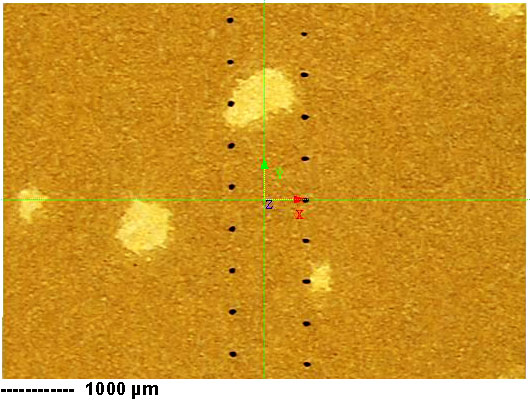
Die dynamische Signalaufnahme bei den Quer zur Materialbahn ausgeführten Bewegungen zur Positionsbestimmung und Porositätsmessung ist nunmehr in den Figuren 6 bis 9 ausführlich erläutert. Fig. 6 und 7 zeigen hierbei die Detektionsergebnisse für Laserperforationen und Fig. 8 und 9 analog dazu die Verhältnisse für elektrostatische Perforationen auf.
Deutlich sind in Fig. 6 und 7 die Ortselektionen der Einzellochreihen 42 innerhalb einer Lochreihengruppe 5 und der Lochreihen zueinander in der X-Achse 9 und die Analogspannungen der Fotodioden als Detektionsgrad in der Y-Achse 32, im oberen Diagramm ausgewiesen. Die X-Achse 9 ist in mm skaliert, vorzugsweise mit einer Teilung von 0.1 mm, und die Y-Achse 32 entspricht dem Spannungsausgang in V, vorzugsweise bis 10 V.
Die sich zur linken Bahnkante 38 ergebenen Einzelabstände 34, 35, 36 und 37 sind während der Querbewegung mit dem angekoppelten Inkrementalgeber und einer feinen Teilung von z.B. 0.05 mm, aufgenommen und jetzt berechenbar. Als Kriterium für einen Lochreihen- oder Perforationsspurbeginn wird ein Schwellenwert 38 definiert und gesetzt, deren Überschreitung den Beginn 39 und die Unterschreitung das Ende 40 eindeutig markiert. Aus deren Mittelung errechnet sich das relevante Maß der Lochreihenmitte 11.
Hierzu ein praktisches Bespiel für eine einzelne Bobiene 41, was repräsentative übertragbar auf weitere Bobienenabschnitte über die Bahnbreite bei Breitbahnen gilt. Bobienenbreite 41 von 50.0 mm, Lochreihenabstand 34 von 12.1 mm, Lochreihenabstand 35 von 13.0 mm, Lochreihenrandabstand 36 von 37.1 mm, Lochreihenrandabstand 37 von 38.1 mm, bezogen auf die linke Bobienenkante. Diese beispielhaften Abstände und Abweichungen sind für ein so genanntes Standardraster von 24 zu 26 mm bei einem Lochreihenmittenabstand von 1.0 mm und jeweils zwei Lochreihen pro Lochreihengruppe zu treffend. Die 24 mm errechnen sich aus den 2*12 mm der Lochreihenmittenabstände beider Bahnkanten 38 und die 26 mm nach der Subtraktion der Bobienenbreite 41 von 50 mm.
In Fig. 7 sind vergrößert diese Signalverläufe und daraus gewonnenen Geometrien, aus denen auch die eingangs angesprochenen Perforationsqualitäten der Einzellochreihen 42 auswertbar sind, dargestellt. Ein Qualitätsmerkmal der Perforationslochreihen ist deren Konturschärfe und Profilform, wie dies als ein gutes Beispiel zu ersehen und als gefordertes Qualitätsniveau erwartet wird. Daher ist leicht einzusehen, dass stärke Veränderungen der Lochqualitäten die z.B. durch nicht korrekte Laserstrahlfokussierung, geringe Veränderungen des Laserstrahles, Verschmutzungen der Laserperforationsköpfe oder der Einzelstrahllinsen mit abgeschwächten Lochenergien usw. auftreten und deutlich erkennbar sind, und somit mit der digitalen Signalverarbeitung und der Prozess-Software nach den Referenzvorgaben identifiziert, bewertet und visualisiert werden können.
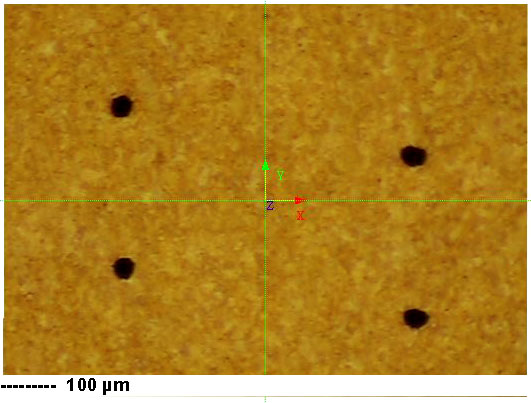
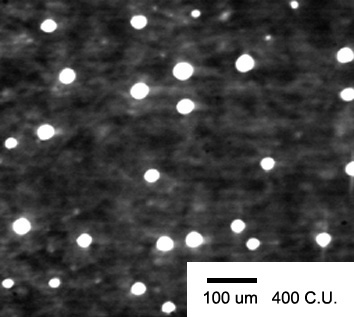
Als weiteres Beispiel zur sensorischen Aufnahme der Konturschärfe und Selektion von Einzellochreihen für Laserperforationen ist Fig. 10 beigefügt. Hierbei ist die Ortbestimmung für drei einzelne Laserlochreihen 42 bei einer Gesamtporosität von 380 C.U. ausnahmsweise statisch durchgeführt, um gleichermaßen zu zeigen, dass selbst der Versatz der Einzellöcher zu den Lochreihen untereinander in der Y-Achse der Bahntransportrichtung, bedingt durch die bei dieser Perforationsart verwendeten, rotierenden Spiegel, deutlich markiert ist.
Im weiteren sind in Fig. 6 - 9 das mit dem Sensor 8 detektierte Porositätssignal 43 im unteren Diagramm darstellt. Deren Aufnahme erfolgt, wie sich aus dem geometrischen Versatz 6 ergebend und zuvor erklärt, zeitlich nach der Positionserfassung der Perforationslochreihen oder Spuren. Das Flächenintegral, definiert durch die Perforationszone oder Spurbreite 44, deren Betrag 33 und der Profilform, bestimmt den optischen Porositätswert, der dann als einzelner Porositätswert programmtechnisch verarbeitet wird. In den nachfolgenden Beschreibungen ist auch die Hüllkurvenbildung erläutert.
Werden die eingangs angeführten Abtastkriterien und Verfahrgeschwindigkeiten zugrunde gelegt, so ist leicht einzusehen, dass sich eine genügend große Anzahl von Stützpunkten zur Hüllkurvenbildung für das Porositätsintegral 43 kumulieren lässt.
Diese Vorgehensweise beinhaltet auch die Integration aller Einzellochreihen zur Porositätsbildung bei der Laserperforation. Daher auch die zwingende Notwendigkeit der qualitativen Einzellochreihenbewertung, weil nur so die Veränderung von Einzellochreihen als Auswirkung in der Gesamtporosität oder deren Schwankungen erkennbar sind und rückführende Einwirkungen und automatisierte Verstellungen auf das Perforationssystem ermöglichen.
Hierzu ein praktisches Beispiel :
Somit werden bei diesem Beispiel diagonal 60 mm Messlänge in der Transportrichtung, über eine Gesamtperforationsbreite von 3 mm und insgesamt 300 Stützpunkte der Hüllkurve zur Bildung des Porositätsintegrals aufgenommen, und deren Zahlenwert der optischen Porosität in C.U. nach der Kalibrierung zugeordnet. Diagonal deshalb, weil beide Relativbewegungen der Materialbahn in Y-Richtung 10 und die der Verfahreinheit in X-Richtung 9 während jedes Messzeitpunktes wirksam sind.
Wie im weiteren aus Fig. 6 zu erkennen ist, hat der im Bobienenabschnitt zu erkennende Goldstreifen 44 keinen Einfluss auf das Bildung des Porositätsprofils und daraus abgeleiteten Porosität einer jeden Perforationszone. Wohlgleich ist eine leichte Reduktion des Laserlichts 45 auf der Sensorseite erkennbar.
Daher wird vorteilhafter Weise in allen Zwischenbreichen 56 ein Transparentmesswert der Materialbahn bei jeder Querbewegung aufgenommen, deren Mittelwert, wie zur Kalibrierung beschrieben, als Offset berücksichtigt.
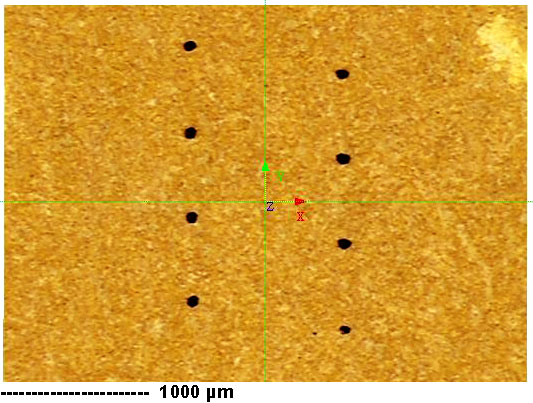
Analog zu Figur 6 und 7 zeigen die Figuren 8 und 9 die zuvor beschrieben und übertragbaren Verhältnisse für elektrostatisch erzeugte Perforationszonen 45 oder Bereiche über eine Breitbahn, hier beispielhaft für drei Bobienenabschnitte 46, auf. Diese Bahnen können vorzugsweise und wie eingangs erwähnt, Zigarettenpapier- oder auch Mundstückbelagpapiere sein, welche in Bahntransportrichtung generierte Perforationszonen oder Bereiche aufweisen. Das Arbeitsprinzip zur Positionsbestimmung sowie Porositätsprofilerfassung, Porositätsintegralbildung und Porositätszuordnung entspricht denen der Figuren 6 und 7.
Nach den Vergrößerungen aus Fig. 9 lassen sich die einzelnen Zonenpositionen und Breiten 47 beispielhaft ermitteln :
Die Differenz der Einzelpositionen 49 zu 48, 51 zu 50 und 53 zu 52 zur Bezugsbahnkante 38 definieren die Zonenbreite einer jeden Perforationszone oder Perforationsbereiche.
Nachstehend ein praktisches Zahlenbeispiel für den ersten Bobienenabschnitt 46.
Für die beiden Außenbereiche einer jeden Bobiene :
Bobienenbreite 46 = 49.95 mm – Rastermaß 23.9 mm = 26.05 mm.
Für das hier angeführte Beispiel wäre in der Praxis ein Zonenraster und die Zonenabstände mit 24 zu 26 mm bei einer Bobienenbreite von 50 mm vorgegeben.
Wie eingangs erwähnt und in dieser Produktionstechnik bekannt, wir nach dem Perforationsprozess die breite Materialrolle zu einzelnen Bobienen, hier als ein Abschnitt mit 46 gekennzeichnet, und dies für bis zu 40 Bobienen zugeschnitten.
Nach diesen Beispielen ist leicht einzusehen, dass sich alle weiteren Positionsbestimmungen von Zonenpositionen, Zonenbreiten, oder Perforationsbereiche über die Bahnbreite berechnen und ausweisen lassen.
Die Bildung der Perforationsprofile 47 und Integralwerte für die Porosität folgen in gleichen Weise dem Ablauf, wie dies schon für die Laserperforationen der Figuren 6 und 7 erläutert ist.
Ergänzend zu den Figuren 8 und 9 sind in Figur 11 für die elektrostatischen Perforationszonen 45 das Porositätsprofil 54 beispielhaft für zwei Zonen statisch detektiert. Durch die Einzelstützpunke von n-Messwerten 55 bildet sich die jeweilige Hüllkurve 54 aus, die dann das Perforationsprofil und Porositätsintegral bildet. Deutlich sind in diesem Bespiel die Unterschiede zwischen der Zone 1 und 2 in Profilform in der Betragsachse 33 zu erkennen. Die X-Achse 9 hat bei diesem Beispiel eine Feinteilung von 0.1 mm, so dass sich aus den Startpunkten 48 und 50 sowie den Endpunkten 49 und 51 die jeweiligen Zonenbreiten 47 sowie die weiteren Positionsdaten, wie oben angegeben, berechnen.
Daher ist leicht einzusehen, dass eine Kontrolle des Perforationsprofils 54 jeder einzelnen Laserlochreihe, Lochreihengruppen und elektrostatischen Perforationszone oder Perforationsbereiches nach dem erfinderischen Verfahren nur zusammen mit der Positionsbestimmung und Bildung des Perforationsprofils gemäß der beispielhaften Vorrichtungsausführungen, möglich ist.
Wie durch Stand der Technik bekannte Kontrollmaßnahmen, z.B. die Vorgabe von Referenzprofilen mit Unter- und Obergrenzen, ist dies für diese Anwendung übertragbar, so dass bei jedem Verfahrzyklus der Messkopfeinheiten die Lochqualitäten und Perforationsprofilen erfassbar, vergleichbar und angebbar sind.
Dies sind weitere Vorteile des neuen Messverfahren und deren Vorrichtung um die eingangs aufgestellten Qualitätskriterien der Perforationsprodukte inline und möglichst ohne Zeitverzüge zu erfüllen und perforationstechnisch auf deren Ausgleich und Einhaltung kompensatorisch einzuwirken.
Ausgehend vom berechneten Porositätsintegral, deren mathematische Bildung allgemein bekannt ist, und der Wertezuweisung zur statisch gemessenen Porosität in C.U., z.B. mit einem Gerät der Firma Borgwaldt oder Sodimat, ist ein wesentlicher Punkt zu beachten. Die Verfahrgeschwindigkeit der Messköpfe 3 zur quer im Messspalt durchlaufenden Materialbahn 1 darf nach dem Kalibrierungsprozess nicht mehr verändert werden, da sich ansonsten die zeitliche Abtastrate auf der X-Achse 9 ändern würde, was verkürzte oder verlängerte Messabschnitte über den Perforationsbereich zur Folge hat, und somit Abweichungen zur vorherigen Zuordnung der tatsächlichen Porosität führen würde. Dies haben praktische Ergebnisse gezeigt. Da die Materialbahngeschwindigkeiten während des Perforierens konstant bleiben, ändert sich dieser Produktionsparameter nicht.
Als Ergänzung der beispielhaften Vorrichtungen für die optische Porositätsmessung 8 kommen auch kompakte Farbsensoren mit den dazugehörenden chromatischen Lichtquellen in frage, dies haben praktische Test in eindeutiger Weise bestätigt. Mit deren vier analogen Ausgangssignalen der Lichtintensität und drei Grundfarben Rot, Blau und Grün ist möglich, ein nahezu gleichwertiges Porositätsintegral 54 gegenüber der zuvor beschriebenen Anordnung nach Umformung und Umrechnung dieser vier Einzelsignale zu erzeugen.
Die erfinderische Vorrichtung beinhaltet im weiteren hier nicht dargestellte Einrichtungen zur digitalen Signalerfassung zur und auf der Multiprozessorkarte sowie dem Master PC, für die von beiden Meßsystemen der Positionsbestimmung und Porositätsmessung erfassten Analogsignale und Ausgangsstromsteuerung für die Power LED’s. Im Weiteren auch die Prozesssoftware, mit der die beschriebenen Mess- und Verfahrensabläufe erzeugt, kontrolliert, visualisiert und ausgegebenen werden.
Abschließend sei hervorgehoben, dass die erfinderische Lehre durch die angeführten Ausführungsbeispiele lediglich erläutert, jedoch keinesfalls eingeschränkt ist. Vielmehr lässt die erfindungsgemäße Lehre auch weitere Verfahrensschritte und Vorrichtungsvarianten zur optischen Positionserfassung und Porositätsmessung mit einem Dual-Sensorsystem für laufende Bahnen zu, die andere bzw. weitere konstruktive Merkmale aufweisen.
PATENTANSPRÜCHE
1. Verfahren zur optischen Porositätsmessung und Positionsbestimmung von Perforation in laufender Materialbahn (1), insbesondere der Papierbahn, in denen die Perforationen als Lochreihen, Lochreihengruppen (5) für Laserperforation und Zonen oder Perforationsbereiche (45) für elektrostatische Perforationen in mindestens zwei getrennten Bereichen (41,46) ausgebildet und im wesentlichen parallel zur Transportrichtung der Bahn (10) eingebracht sind, dadurch gekennzeichnet, dass die Bahn (1) mit zwei getrennten und in der X-Querachse räumlich fest versetzten optischen Strahlsystemen (7,8) durchstrahlt wird und die Positionserfassung der Perforationen (11,47) und die Porositätsmessung (43,54) bei gleicher Querbewegung über die Bahnbreite (9) an verschiedenen Orten zu unterschiedlichen oder gleichen Zeitpunkten, simultan erfolgt.
2. Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass alle Positionserfassungen und Ortsbestimmungen der Perforationen (11,47) und örtlich getrennten Porositätsmessungen (43,54) im fliegenden Messbetrieb und ohne Verweilzeiten auf den Perforationen oder Zwischenbereichen in Querrichtung (9) zur bewegten Materialbahn (1) ablaufen.
3. Verfahren nach einem oder mehren der Ansprüche 1 oder 2, dadurch gekennzeichnet, dass die Positionsbestimmung (11,47) der Perforation bei der ersten Querbewegung (9) räumlich immer vor der Porositätsmessung stattfindet und im Rücklauf sich die Reihenfolge umkehrt, so dass die Porositätsmessung (43,54) räumlich vor der Positionsbestimmung der Perforationen stattfindet.
4. Verfahren nach einem oder mehren der Ansprüche 1 - 3, dadurch gekennzeichnet, dass die Bahndurchstrahlung mit zwei getrennten Strahlquellen als Linien- oder Punktlaser (7) mit fester Wellenlänge im Bereich von 600 – 700 nm und einer chromatischer Strahlquelle mit deutlich größerem Strahlquerschnitt (8) im Wellenlängenbereich von 650 – 1000 nm erfolgt.
5. Verfahren nach einem oder mehren der Ansprüche 1 - 4, dadurch gekennzeichnet, dass das Strahlprofil zur Positionserfassung (7) einen Punktdurchmesser von 0.5 mm oder als Strichlaser die Abmessungen von 0.4*10 mm auf der Bahn (1) nicht überschreitet.
6. Verfahren nach einem oder mehren der Ansprüche 1 - 5, dadurch gekennzeichnet, dass das Strahlprofil zur Positionsbestimmung (7) mit der längeren Rechteckseite parallel zur Bahntransportrichtung (10) und den Perforationsbereichen (11) ausgerichtet ist.
7. Verfahren nach einem oder mehren der Ansprüche 1 - 6, dadurch gekennzeichnet, dass zur Porositätsmessung der Strahldurchmesser (8) auf den Perforationen mindestens 6 mm oder die quadratische Ausleuchtung mindestens 6 * 6 mm beträgt.
8. Verfahren nach einem oder mehren der Ansprüche 1 - 7, dadurch gekennzeichnet, dass die Lichtquelle zur Porositätsmessung aus mindestens zwei Leistungs-LED’s (14) besteht, die diagonal und räumlich versetzt (21) und im gleichen Gehäuse 815) unmittelbar über der Bahn (1) angeordnet und stromsteuerungstechnisch so angepasst sind, dass sich ein nahezu homogenes Rund- oder Rechteckprofil zur Ausleuchtung (8) auf der Materialbahn (1) einstellt.
9. Verfahren nach einem oder mehren der Ansprüche 1 - 8, dadurch gekennzeichnet, dass sich die exakte Position der Materialbahn (1) in der Perforationsmaschine, jede einzelne Perforationszone (45), deren Breite und Mittenabstände (24) sowie einzelne Laserlochreihenpositionen (11,34,35,36,37,38,39,40) zu jeder Querverfahrbewegung (9) erfass- und bestimmbar ist.
10. Verfahren nach einem oder mehren der Ansprüche 1 - 9, dadurch gekennzeichnet, dass der räumliche Abstand (6) der beiden getrennten, mechanisch fest gekoppelten Sensorsysteme zur Positionsbestimmung und Porositätsmessung (7,8) einen Mindestabstand von mindestens 30 mm auf gleicher Querachse (9) zur Bahntransportrichtung (10) aufweist.
11. Verfahren nach einem oder mehren der Ansprüche 1 - 10, dadurch gekennzeichnet, dass mit der Positionsbestimmung und Porositätsmessung eine kontinuierliche Überwachung und Qualitätskontrolle einzelner Laserlochreihen, (42) Lochreihengruppen (11), Perforationsprofilen (54), Zonenbreiten (47), Zonenpositionen (48,49,50,51,52,53) und Perforationsbereichen mit jeder Querbewegung (9) der Sensorik möglich ist.
12. Verfahren nach einem oder mehren der Ansprüche 1 - 11, dadurch gekennzeichnet, dass für die Porositätsmessung die Transparenzdaten der Materialbahn in jedem Zwischenraum (56) der Perforationslochreihengruppen (11), Perforationszonen (45) oder Bereichen, wo keine Bedruckungen und Texturen sich befinden, aufnehmen und diese zum Mittelwert bilden, der als Abzug in Form eines Material Offsets zu den Porositätseinzelwerten verfügbar ist.
13. Verfahren nach einem oder mehren der Ansprüche 1 - 12, dadurch gekennzeichnet, dass sich bei jeder Querbewegung (9) über die Perforationslochreihengruppen (11), Perforationszonen (45) oder Perforationsbereiche bei fester Abtastfrequenz und fester Quer Verfahrgeschwindigkeit eine detektierte Hüllkurve (55) ausbildet, aus der das Porositätsintegral (54) und der optische Porositätswert bestimmbar ist.
14. Verfahren nach einem oder mehren Ansprüchen 1 - 13, dadurch gekennzeichnet, dass der optische Porositätswert (54) einer jeden Perforationslochreihengruppe (43) oder Zone ( 45) über eine festen Umrechnungsfaktor der pneumatischen Porosität bei der Kalibrierung zuordnet ist.
15. Verfahren nach einem oder mehren der Ansprüche 1 - 14, dadurch gekennzeichnet, dass für die Sensorik (15/16) der Porositätsmessung (8) bei Bahnstillstand außerhalb der Materialbahn (1) die Referenzmessung zur Durchstrahlung des Messfensters (8) als Indikator für Verschmutzungen und deren automatischer Kompensation durchführt und aufnimmt.
16. Verfahren nach einem oder mehren der Ansprüche 1 - 15, dadurch gekennzeichnet, dass alternativ für die Sensorik der Porositätsmessung ( 15,16) ein hochempfindlicher Analogfarbsensor mit vier Analogausgängen für die Lichtintensität und Grundfarben Rot, Grün und Blau sowie einer kompakten chromatischen Lichtquelle einsetzbar sind.
17. Verfahren nach einem oder mehren der Ansprüche 1 - 16, dadurch gekennzeichnet, dass automatische Signal- und Datenausgaben zur moderaten Perforationsnachstellung mit Rückführung in das Perforationssystem für jeden einzelnen Perforationskanal und Perforationsbereich ( 5,45) vorgesehen sind.
18. Verfahren nach einem oder mehren der Ansprüche 1 - 17, dadurch gekennzeichnet, dass alle analogen Eingangssignale in digitale Daten umgewandelt und weiterverarbeitet werden.
19. Verfahren nach einem oder mehren der Ansprüche 1 - 18, dadurch gekennzeichnet, dass zur schnellen digitalen Signalverarbeitung Multiprozessorsysteme eingesetzt sind und mindestens zwei getrennte Prozessprogramme zeitgleich laufen.
20. Verfahren nach einem oder mehren der Ansprüche 1 - 19, dadurch gekennzeichnet, dass zur Querpositionserfassung (9) ein Inkrementalgeber mechanisch starr mit der Travierachse (2) gekoppelt ist, und eine hohe geometrische Auflösung von mindestens +/- 0.05 mm aufweist.
21. Verfahren nach einem oder mehren der Ansprüche 1 - 20, dadurch gekennzeichnet, dass die Abtastfrequenz der Analogsignale zur Positionsbestimmung (7) und Porositätsmessung (8) mit der Verfahrgeschwindigkeit der Traversierachse (2) synchronisiert ist.
22. Vorrichtung zur optischen Porositätsmessung und Positionsbestimmung von Perforation in laufender Materialbahn (1), insbesondere der Papierbahn, in denen die Perforationen als Lochreihen, Lochreihengruppen (11) für Laserperforation und Zonen (45) oder Perforationsbereiche für elektrostatische Perforationen in mindestens zwei getrennten Bereichen (41,46) ausgebildet und im wesentlichen parallel zur Transportrichtung der Bahn (1) eingebracht sind, insbesondere zur Durchführung eines der Verfahren nach einem der Ansprüche 1 - 21 dadurch gekennzeichnet, dass die beiden getrennten Lichtquellen und Durchstrahlungen (7/8), bestehend aus einem Punkt oder Linienlaser und Power LED’s als Strahlquelle und den dazugehörenden Fotodioden, auf einer Bahnseite (15) und die Sensorik zur Positionsbestimmung und Porositätsmessung auf der anderen Bahnseite (16), räumlich zur X-Achse (9) versetzt aufgebaut sind (6) und auf der Traversierachse (2) gemeinsam in der X-Achse (9) und quer zur Transportrichtung (10) der Materialbahn (1) bewegt werden.
23. Vorrichtung nach Anspruch 22 und eines oder mehreren der Verfahren nach den Ansprüchen 1 - 21, dadurch gekennzeichnet dass zur Positionsbestimmung ein sehr feiner Punkt- oder Linienlaser (7) und als Detektor eine monolitische Fotodiode mit integriertem Vorverstärker auf dem gleichen Chip verwendet ist.
24. Vorrichtung nach Anspruch einem oder mehren der Ansprüche 22 – 23 und eines oder mehreren der Verfahren nach den Ansprüchen 1 - 21, dadurch gekennzeichnet dass zur Porositätsmessung (8) eine gemeinsame Lichtquelle mit mehren Power LED’s (14) aufgebaut ist, welche über spezielle Spiegel (20) oder eine diffraktive Linse ein gemeinsames, homogenes Strahlungsbündel (8) bilden.
25. Vorrichtung nach Anspruch einem oder mehren der Ansprüche 22 – 24 und eines oder mehreren der Verfahren nach den Ansprüchen 1 - 21, dadurch gekennzeichnet dass für die Strahlquelle der Porositätsmessung alle Power LED’s (14) selektiv stromgesteuert sind, um so eine nahezu gleichförmige Intensitätsverteilung des Strahlprofils (8) auf der Bahn (1) zu erzeugen.
26. Vorrichtung nach Anspruch einem oder mehren der Ansprüche 22 – 25 und eines oder mehreren der Verfahren nach den Ansprüchen 1 - 21, dadurch gekennzeichnet dass als Strahlquelle zur Porositätsmessung hybride Quad Power LED’s (29) mit einer Kolimatoroptik (23,24) verwendbar ist.
27. Vorrichtung nach Anspruch einem oder mehren der Ansprüche 22 – 26 und eines oder mehreren der Verfahren nach den Ansprüchen 1 - 21, dadurch gekennzeichnet dass zur Porositätsmessung als Detektoren Quad-Fotodioden (31) verwendet werden.
28. Vorrichtung nach Anspruch einem oder mehren der Ansprüche 22 – 27 und eines oder mehreren der Verfahren nach den Ansprüchen 1 - 21, dadurch gekennzeichnet dass eine Reinigungseinrichtung in Form eines Belagabstreifers oder Bürste für den Messspalt (12) des Porositätsmesskopfes (15,16) außerhalb der Materialbahn (1) vorhanden ist.
29. Vorrichtung nach Anspruch einem oder mehren der Ansprüche 22 – 28 und eines oder mehreren der Verfahren nach den Ansprüchen 1 - 21, dadurch gekennzeichnet dass beide Messeinrichtungen auf ein gemeinsames Traversiersystem (2) aufgebaut sind.
30. Vorrichtung nach Anspruch einem oder mehren der Ansprüche 22 – 29 und eines oder mehreren der Verfahren nach den Ansprüchen 1 - 21, dadurch gekennzeichnet dass beide Lichtquellen zur Positionserfassung (7) und Porositätsmessung (8) in Gehäusen (15) und oberhalb oder unterhalb und somit in direkter Nähe der durchlaufenden Bahn (1) aufgebaut sind.
ZUSAMMENFASSUNG ( Fig. 1 )
Für Laser und elektrostatische Perforationen in Bobienen (41) und breiten Papierbahnen (1) wird ein inline Messverfahren und deren Vorrichtung angegeben, mit der gleicher Querbewegung und simultan die Positionserfassungen (7) der Perforationen und deren Porositäten (8) an örtlich unterschiedlicher Stelle (6) mittels optischer Durchstrahlungen erfolgen. Mit kontinuierlichen Querbewegungen (9) beider Messsysteme über die Bahnbreite, bestehend aus Punkt- oder Linienlaser (7) und Power-LED Lichtquellen (14), lassen sich zusätzlich die Qualitäten der Einzellochreihen, Lochreihengruppen (5), Perforationszonen (45), sowie die Porositätsprofile und Porositätsintegrale (54) bestimmen und kontinuierlich überwachen. Damit sind direkte Rückführungen in das Perforationssystem zur Kompensation von auftretenden Änderungen möglich, so dass Produktionsrollen ohne Zwischenstopps produzier- und kontrollierbar sind.