|

 Micro Cluster Patent Technologies MLL-1 micro laser line perforation real alternative for galvanometer scanner, cluster micro technology for hole pattern, perforation design, waves, zigzag or packages lines, cryptograms, company logos, holograms, anti counterfeiting, security paper, safety, bank note, metal sticker, printing, laminating, coating, credit cards, transparent films, holographic paper, cigarette, tipping, filter, aluminum foils, shrinkable films, tear tapes, labels, cardboards, bar or matrix codes, marking, scribing, jewelry, automotive, pharmacy, golf, smoking, chemical or medical product, electronics part, indicators, porosity contours or profiles, embossing, bioengineering, membrane, filtration, focus, holographic, hinge-lid, pack, hole, porous, hole, line, micron. Patent pending for process, device, product property DE102004012081. LPM-1 micro laser perforation at wide web, large area, surface or whole material cluster treatment, cutting, welding, drilling, ablation, cleaning, melding, high power dual rotation laser beam splitter, twin multiplexer level, 4/6KW optical input, flexible hollow fibers, 200 output channels, Co2, Yag, Excimer, UV, emission. Material treatment and robotic handling for stainless steel, ceramic, aluminum, wafer, gold, glass, silver, brass, copper, titanium, diamonds, jewelry, silicon, solar, panel, photovoltaic, micromachining, slitting, rewinding, refining machines or stand along systems. Patent grand for process and device DE102004001327. Nano Micro perforation or other material including surface treatment, electrostatic nano micro cluster perforation for cigarette, tipping, filter, packaging, plug wrap, Kraft, cement sack, bag, fine and other paper, silicon or other coatings, certain plastic films, laminates, porosity from 80 up to 2500 Coresta Units, from 20 down to 6 Gurley, hole sizes from 50 nm up to 100 microns, hole densities from 80-260 h/cm2, zone widths from 2.0-6.0 mm, up to 16,000,000 holes per Second, web speeds up to 500 m/min, web widths up to 2000 mm. Patent grand DE10328937. Twin AC/AC, AC/DC frequency shift converter high power, high frequency, high voltage, ultra short mega peak current, electro static nano or micro cluster perforation, ignition, sparking, arc, cigarette, tipping, filter, fine, packaging, paper, plug-wrap, sack, bag, Kraft, food, plastic film, foil, textile, fabrics or other products, switching converter, compressor, emergency, train, ship or vessel power supply, generator, fuel cell, upward, downward, frequency shift switching unit, gas, slab, laser, diode, stack, fiber, beam, material, hybrid, plug-in, car, battery, lithium, Ion, renewable, energy, wind, solar, panel, technology, recycling, medical equipment, membrane filtration, robotic, photovoltaic, industrial automation, drives, IGBT, MOSFET, tube, rf, hv. Patent grand for process and device DE10328937. Optical online OPSS-1 porovision scanning control system permeability cluster control for electrostatic or laser micro perforation machines, multiple color sensor head, spectral intensity, DSP, FPGA, CCD, line, precise, laser, position, material finger print detection, VIS wave length, opacity, defects, inspection, image control, scanner systems, process software, line, camera, vision control, filter, tipping, cigarette, book, packaging, magazine, bible, wall, Kraft, paper, carton, coffee, tea, food, co-extrusion foils, films, agriculture, cement, domestic or other moving fabrics or web material. Patent pending for process and device DE10251610. China patent grand 200310104764. In-situ dyne or surface tension control ODSTM-1 at fast moving substrates, plastic, films, foils, tear tape, laminate, co-extrusion, BOPP, LLDPE, PE, PP, PVC, MOV, MOH, FEP, PET, OPP, PTFE, MPET, online, spectral, extinction, monolithic, sensor, analyzing, measurement, wave length, Raman, stray, beaming, water drop, angle, inspection, corona, plasma jet, laser, IR, NIR, scanning, wobbling, stray light, spectrometer, etc. Previous patent application DE19542289. Patent references http://www.wikipatents.com/gb/2149092.html http://www.wikipatents.com/de/3332886.html http://www.wikipatents.com/de/2918283.html http://www.freepatentsonline.com/EP0460369.html http://www.freepatentsonline.com/7224447.html http://v3.espacenet.com/publicationDetails/biblio?CC=EP&NR=0460369&KC=&FT=E http://www.inpama.com/index.php?content=invention&id=18 http://www.inpama.com/index.php?content=invention&id=19 http://www.inpama.com/index.php?content=invention&id=20 http://www.inpama.com/index.php?content=invention&id=21 http://www.inpama.com/index.php?content=invention&id=22 http://www.inpama.com/index.php?content=invention&id=23 http://www.inpama.com/index.php?content=invention&id=24 https://www.patent-net.de/index.php?content=projekt&id=163 https://www.patent-net.de/index.php?content=projekt&id=213 https://www.patent-net.de/index.php?content=projekt&id=155 https://www.patent-net.de/index.php?content=projekt&id=156 https://www.patent-net.de/index.php?content=projekt&id=214 https://www.patent-net.de/index.php?content=projekt&id=157 https://www.patent-net.de/index.php?content=projekt&id=158 https://www.patent-net.de/index.php?content=projekt&id=287EU technology links
PowerSourcing Links
Chinese Yunnan Honorary http://bfe.yxrs.gov.cn/article.asp?id=2005092011030968 Tobacco China http://www.tobaccochina.com/news/data/20038/c815083548.htm http://tobaccoreportermagazine.com/china/2004/Dec04China/Industry%20Briefs%201204.htm Flexo & Gravure Asia 1-2008 http://www.flexo.de/download/fga/1-2008/Inhalt_FGA_1_2008.pdf 高功率激光多路器的工作原理 - 专利号 DE102004001327
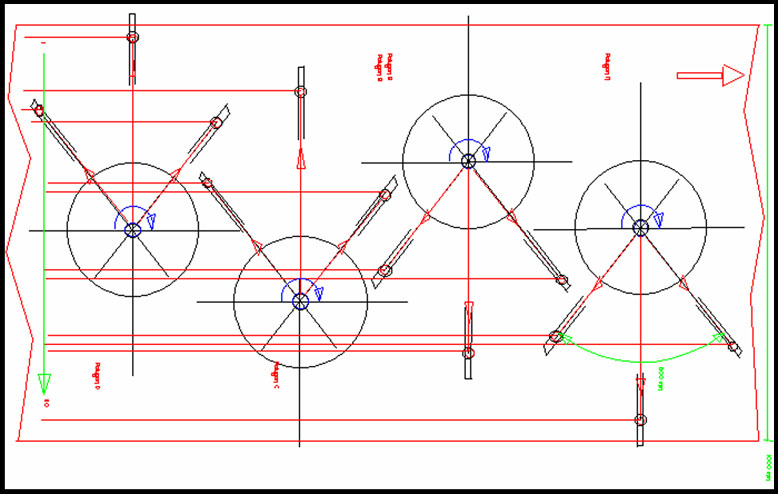
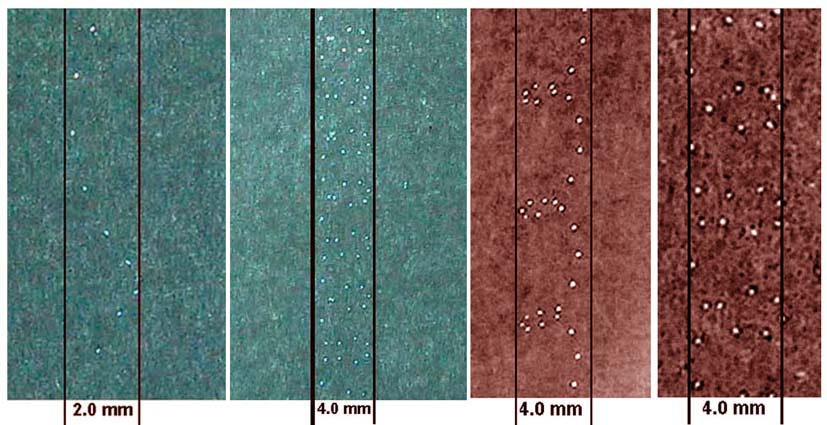
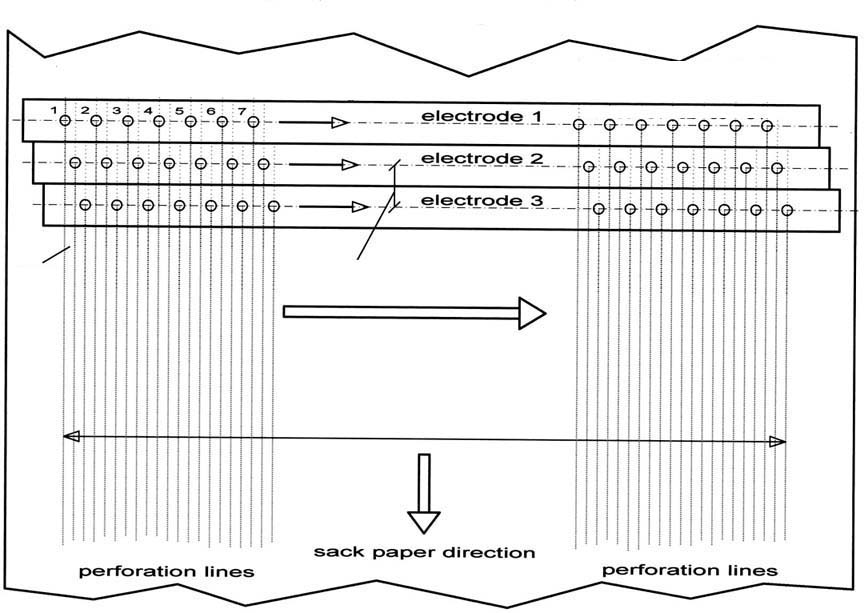
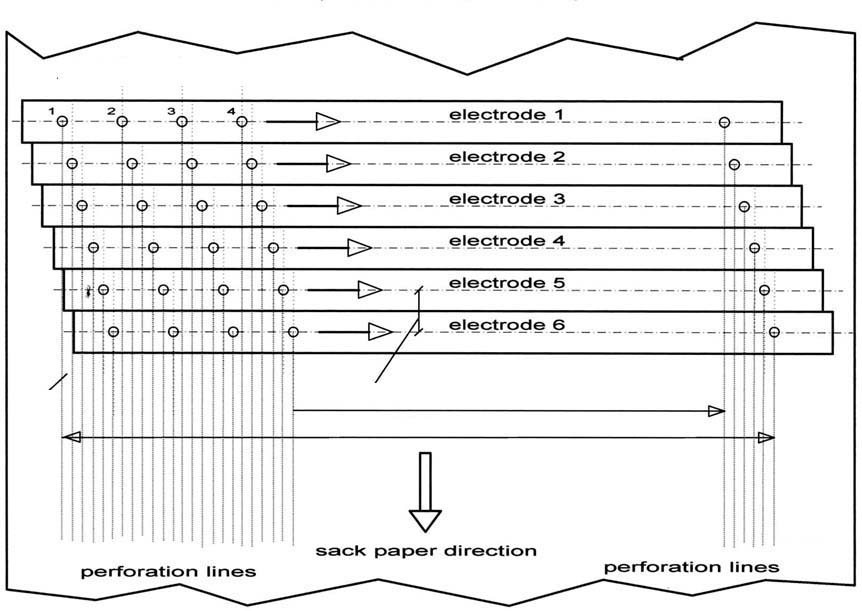
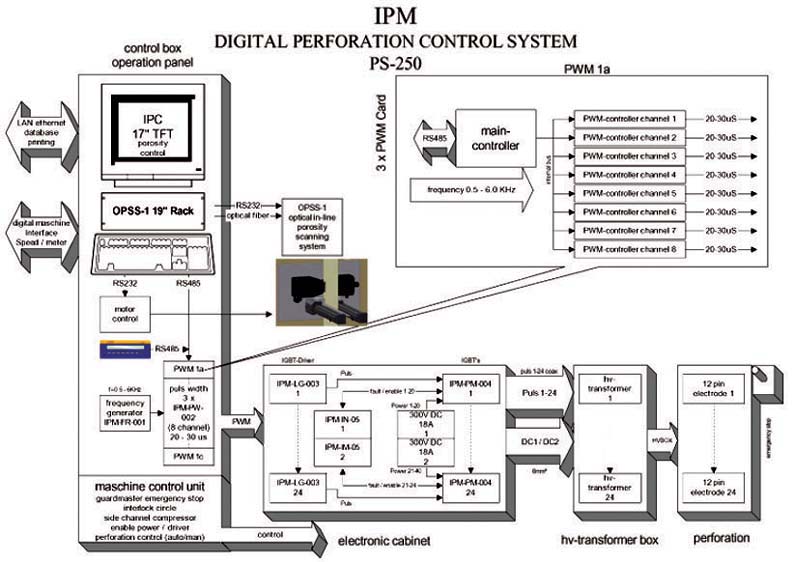
宽幅激光打孔机的原理 本专利描述的宽幅薄型基材激光打孔机的打孔方法和设备,可达到幅宽2000mm,200道打孔孔道以及每秒打出200万个孔。 波长在500nm 到10.6 µm之间的新高功率激光多路器(分光器)从2/4 KW的激光源输入的4条光束中分出多达200条的光束输出,在一盘纸上能够打出多达6排激光孔,自动化的激光光束的校准和对准,纸幅速度达到了300 m/min,幅宽达到1000 mm,不停机生产达到24,500米和完全自动化的生产。一次生产过程即可打出多达160盘纸。当然,如果有OPSS-1透气度扫描和反馈控制系统帮助的话。 高功率激光多路器的工作原理 随着CO2光导纤维的使用,通过一个旋转立方体或者2*4光束分配,也可是多棱镜上的一个平面, 一个高功率光学激光多路器完成一个循环上的瞄准即打孔,是可以实现与工业使用200道激光通道匹配的 。在激光打孔的那部分装置和收卷部分之间是控制输出光束在材质幅上打孔的光学在线透气度控制系统的安装位置。 应 用 较高自动化水平和马达调整聚焦的每一个打孔头,可调整位置使得光束能够穿过材质幅。那些自动化的程序和他们的设备在宽幅激光打孔机以完全的新方式运行,速度可达到400m/min, 以及非常高数量的激光孔道。 随着光学在线透气度的使用,透气度,孔的质量和所有的孔排位置都可以控制,并且可以直接通过反馈补偿到打孔系统。也就是意味着,在中间不停机的情况下,完整的生产能打出高质量和数量的产品。 新的高功率的激光多路器的应用领域很多,如切削,焊接,表面处理,钻孔等。 概 要 随着CO2光导纤维的使用,通过一个旋转立方体或者2*4光束分配,也可是多棱镜上的一个平面, 一个高功率光学激光多路器在完成一个循环上的瞄准即打孔,是可以实现与工业使用200道激光孔道匹配的,同时,每一个激光孔道的输出功率可以达到40瓦。 离线激光打孔机的孔道达到200道,激光光束的自动对准和设置,材质幅速度达到300m/min, 幅宽达到1000mm, 一次可以打20盘材质, 一卷接一卷的可达到24,500m, 以及完全自动化的生产,包括OPSS-1透气度扫描和反馈控制系统,非常适合大卷的生产。 一卷接一卷不停机的生产的激光打孔技术,适合象纸,包装,涂层材料和其他适合激光打孔的材质。 New development 卷烟机在线多路打孔通风工艺 Multiple online ventilation at cigarette making machines OESP-1 水松纸或者卷烟纸打孔应用在滤嘴卷烟通风 Perforation of tipping or cigarette paper webs for filter cigarette ventilation 大部分卷烟产品的通风 Ventilation of mass products 静电打孔技术在无过滤嘴,自卷烟或者过滤嘴卷烟上产生定向的和导向的空气回路即Lindstroem原理,这种通风技术已经应用超过30年了。对一些无过滤嘴,自卷烟的包装纸(卷烟纸)和大部分过滤嘴卷烟的水松纸的离线静电打孔,孔道宽2.06.0mm,或者利用具有低/高流量,开放性的SLAB含碳气体或者二极管激光器在线/离线打孔,他们的目的都是为了减少卷烟中有害物质如尼古丁和烟碱的含量,已达到法规许可值的范围。当然,控制卷烟通风度水平的影响就能成为可能。 IPM- 国际打孔管理公司-在线静电打孔技术和专利EP0460369, DE4018209的持有人,它的技术能够在卷烟生产过程中对卷烟纸和水松纸上打孔,从而降低无滤嘴卷烟的尼古丁/烟碱的含量水平。静电在线多重打孔工艺OESP-1在卷烟生产过程中对打孔设备/控制系统进行高度整合,使得卷烟纸/水松纸通风成为可能。 http://www.freepatentsonline.com/EP0460369.html 本专利描述的是在考虑到打孔周期和纸幅运行速度,在卷烟纸上产生电火花腐蚀打孔的基本操作方法和设备,即至少两对电极条同时在每边打孔两次,以达到相应的打孔强度。特别是至少四对电极条(I to IV)对卷烟纸纸幅(10)打孔的操作。卷烟纸在卷烟机纵向上运行,烟支圆周宽度的纸幅正向上搭接。打孔工艺就在纸幅运动的横向上执行,也就是说,在烟支圆周上产生精确的打孔区域。当四对电极条工作时,每对电极条位置相应的被安装在每支卷烟长度一半(a, b, c)的距离的方向上。第一和第三对电极条同时放电打孔。当先前被打过孔的部分运行了半支烟长度的距离时,距离控制单元使第二和第四对电极条也同时放电打孔。这样,每个打孔部分都经过四次打孔,纸幅的运行速度,取决于每对电极条的同时放电的间距(一支烟的长度)而不是每对电极条的间距(半支烟的长度)。这种打孔方式提供了统一,强度一致,非常强力的打孔,并且能够使打过孔的卷烟纸持续地供应卷烟机在卷烟纸纵向上(纸幅运行方向)做接下来的工序。 为了满足巨大的静电打孔需求,IPM公司研发了具有专利权的、新的静电打孔回路。这种打孔回路工作在具有电火花屏蔽箱,配合氧化铁变压器上的功率脉冲转化器(1到15微秒)IGBT, MOSFET or HVFET,高峰值达到300Amps,基础频率达到200KHz,产生特殊高压峰值打孔。 卷烟制造的优势 打孔单元的微小及全口径,直接的机械整合,功能接口连接和可接受的EMI水平,在高速自动的卷烟机上,完全符合高效率可控通风等级的国际水准。 强大的双IGBT电子诸元 和多重静电打孔在纸幅上打孔,这里指的是在每支烟的圆周上打孔。即使在达到12,000支/分钟 的高速卷烟机如MAX-S, MARK9, Protos80上产生的问题很少。
生产和卷烟产品的优势
系统性价比及投资 相比较在线激光宏观、微观打孔工艺,静电打孔工艺OESP-1具有很高的性价比,低投资和低运行成本。具有有专利权的,强大的双高频率转换器诸元 和多重静电打孔在纸幅上打孔,这里指的是在每支烟的圆周上打孔。即使在达到12,000支/分钟的高速卷烟机产生的问题也很少。 在线透气度控制系统OPSS-1持续监测透气性能,这样具有艺术性的技术能够获得内循环反馈,从而保持打孔单元性能,即透气度的稳定。
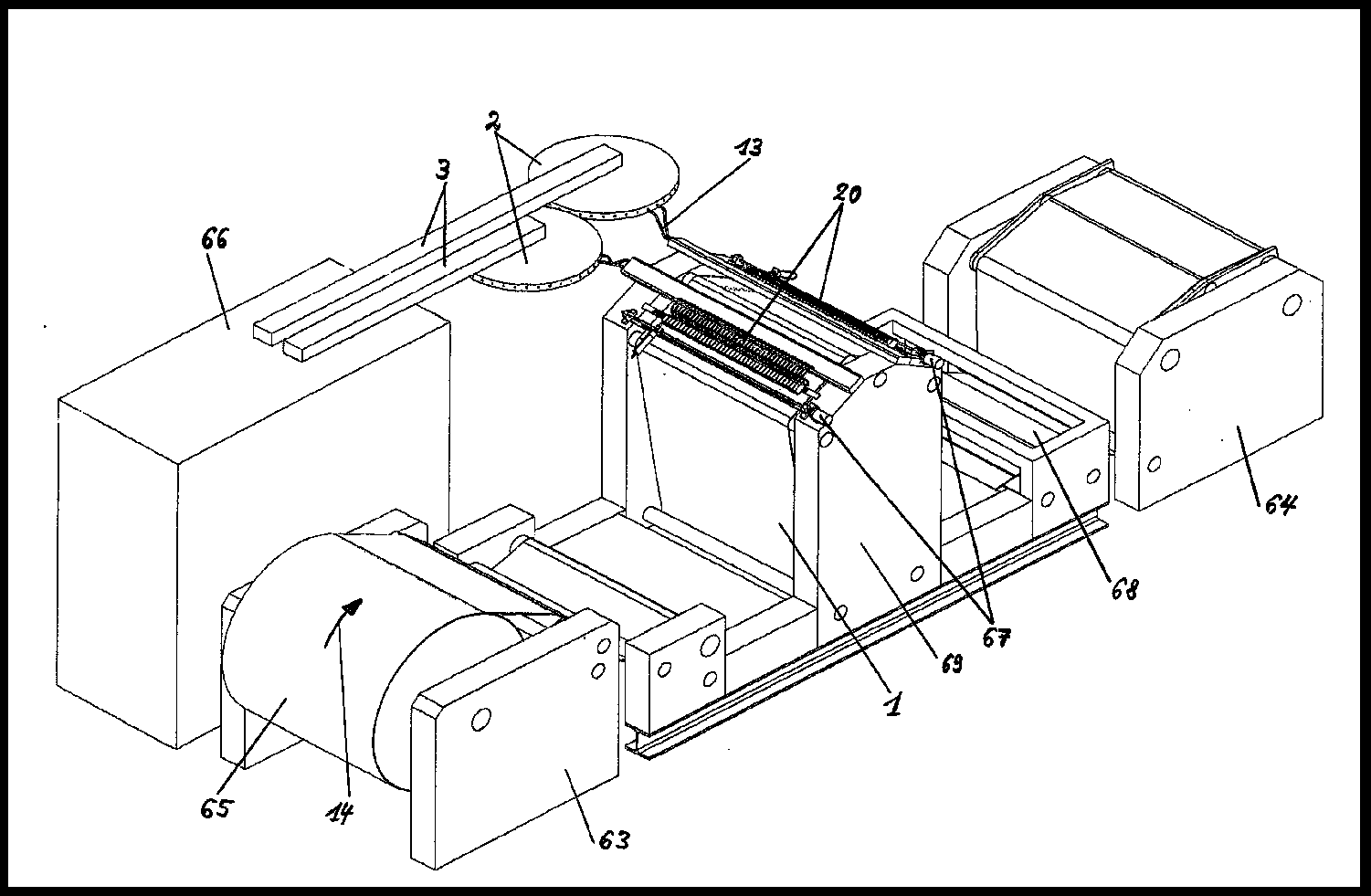
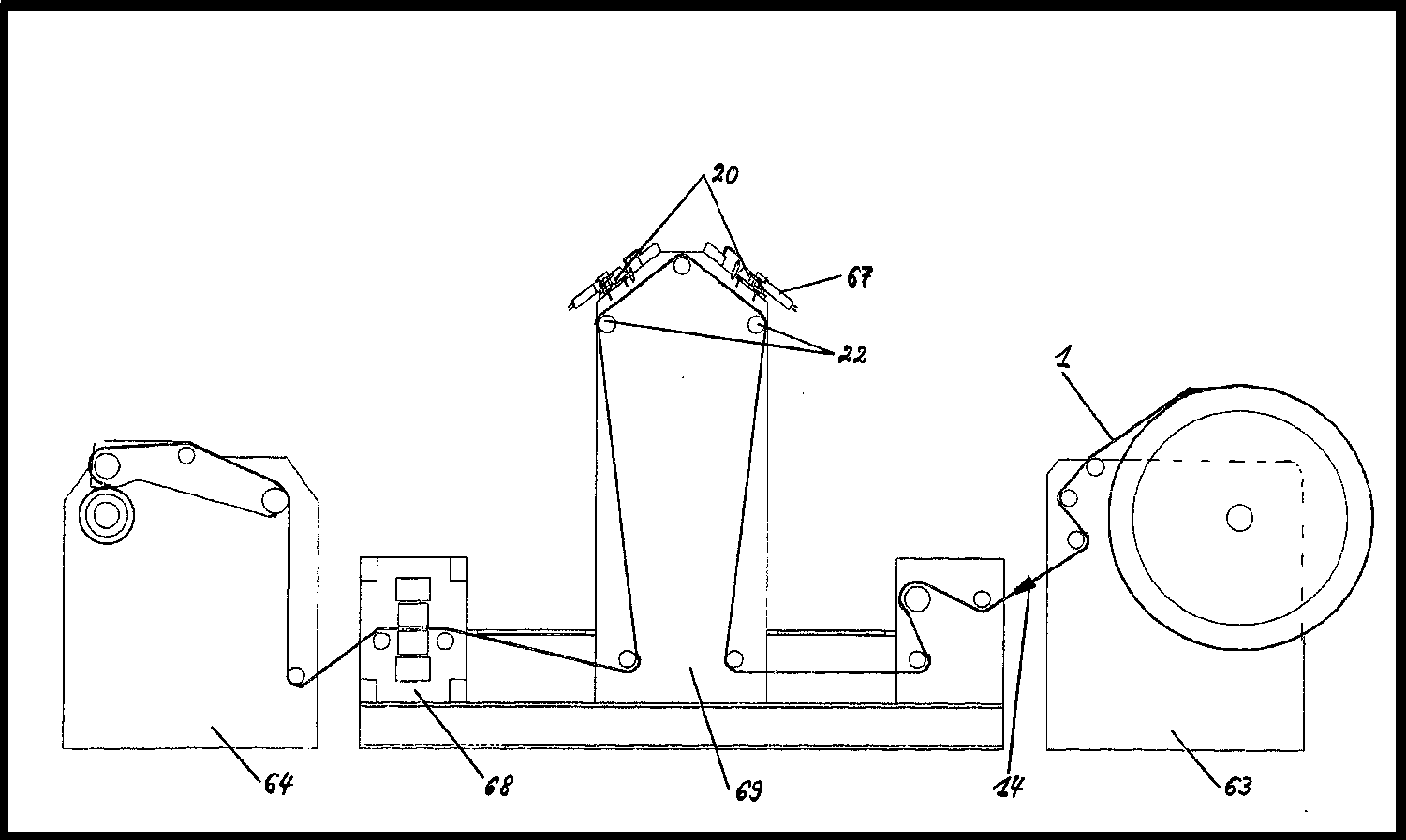
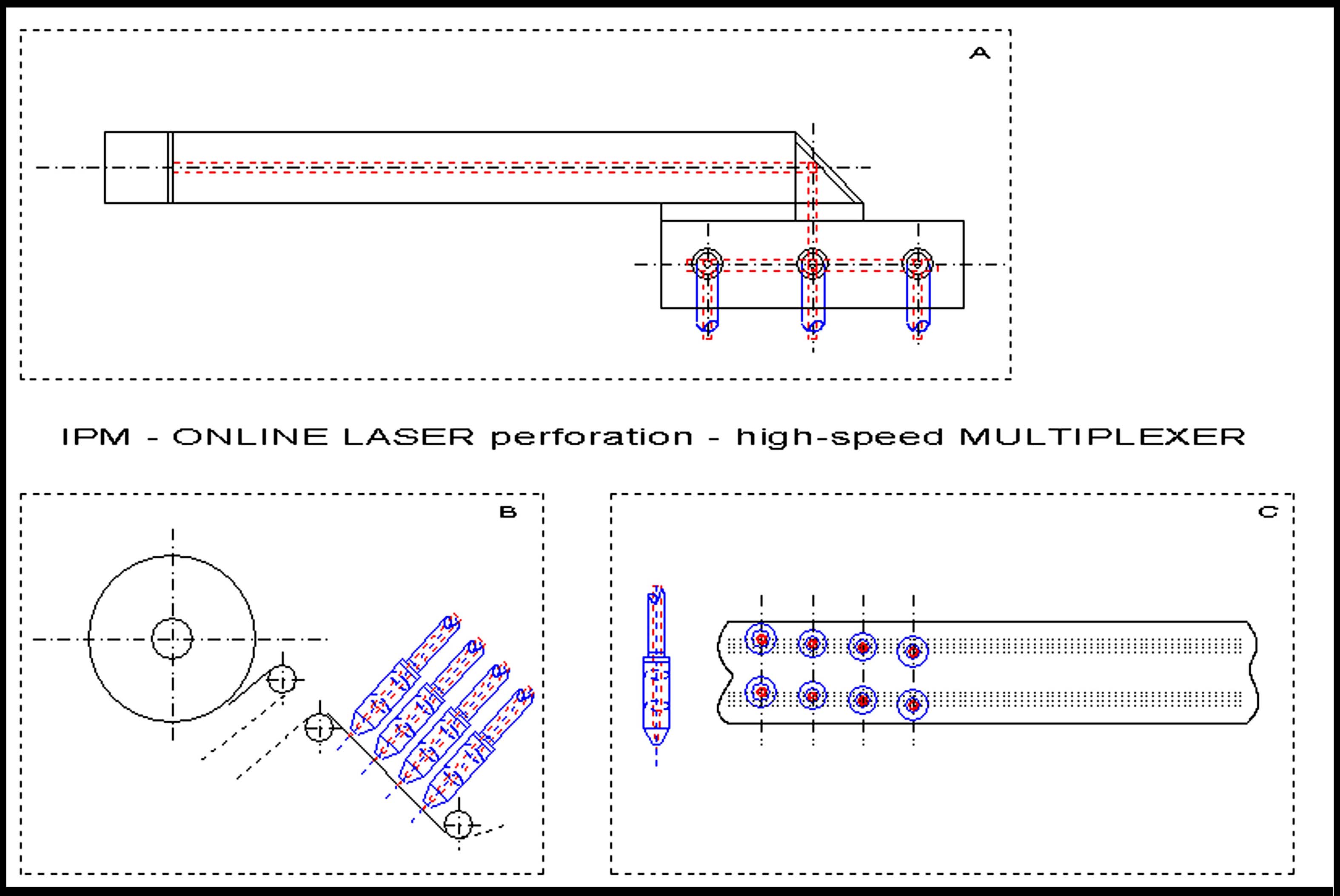
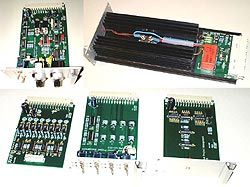
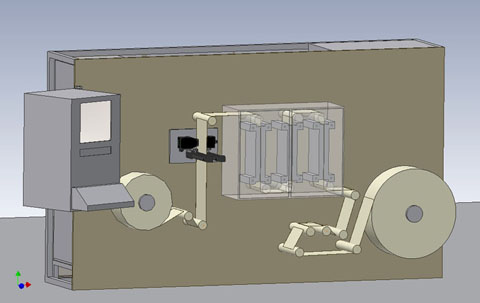
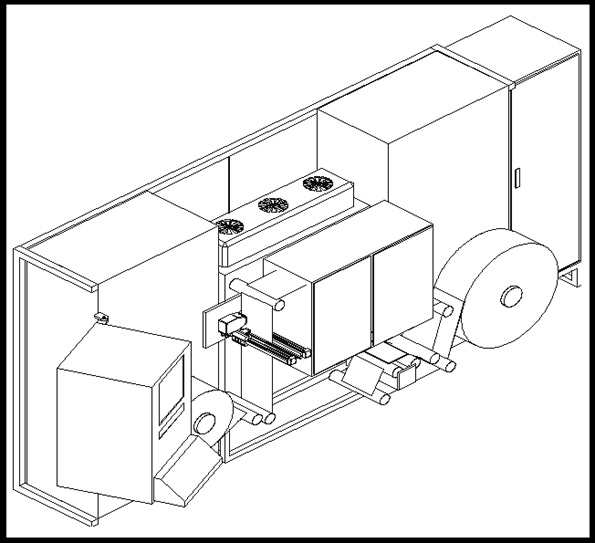
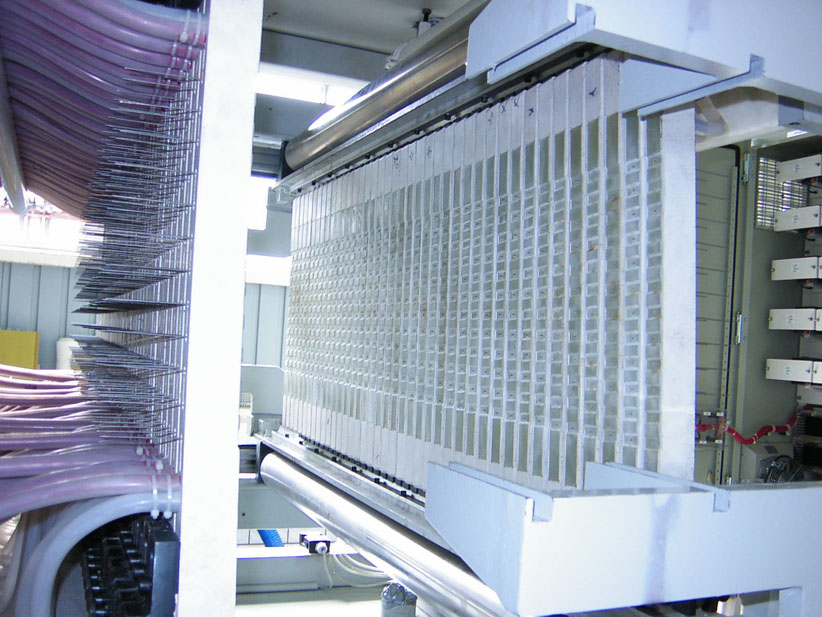
结论 在线微型打孔工艺能应用于大部分的卷烟产品,也能够被整合进在像包装袋,包装纸制造的整个生产线系统里 此项工艺的应用新领域,在特殊形状的新产品很容易做到。 ----------------------------------------------------------------------------------------------------------------------------------------------- IPM-具有专利权的高速转化器 DE102004001327 Pos. A 激光源和IPM具有专利权的8个光学孔道的转换器
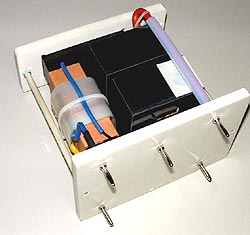
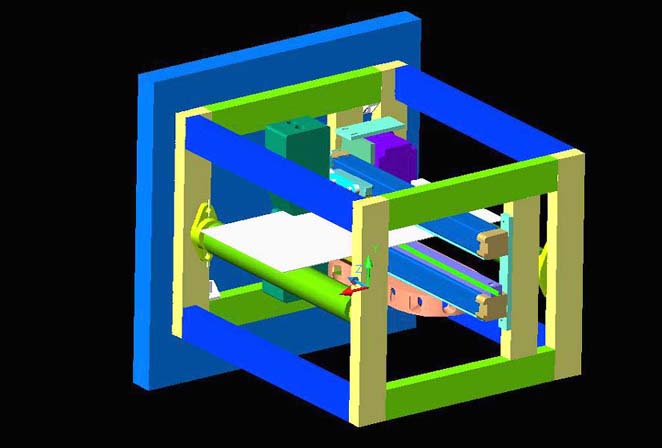
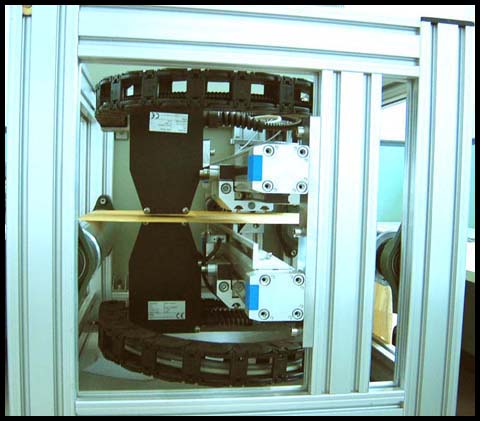
Pos. B 放卷部分和打孔头
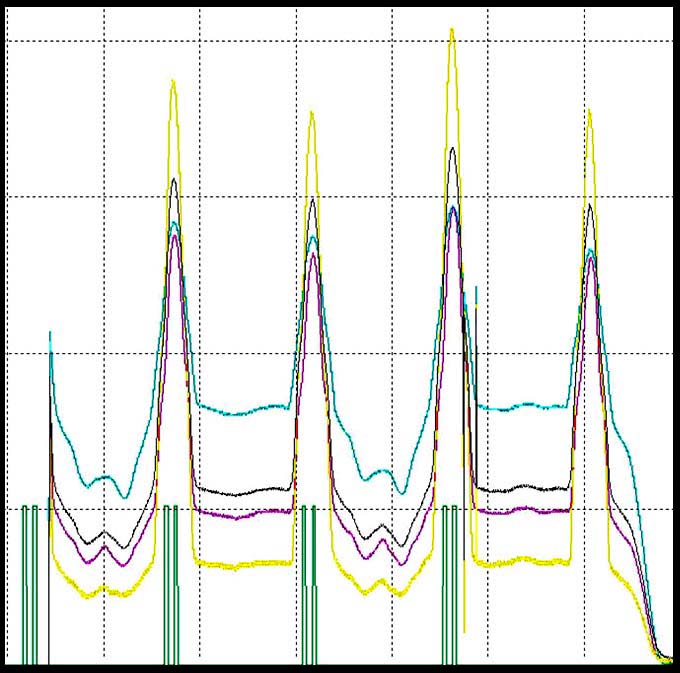
Pos. C 8道激光打孔的水松纸带
更多信息请索要 MLL-1 微激光在线/离线打孔 专利号 DE102004012081 基本概述 孔的数量可达:10-20个
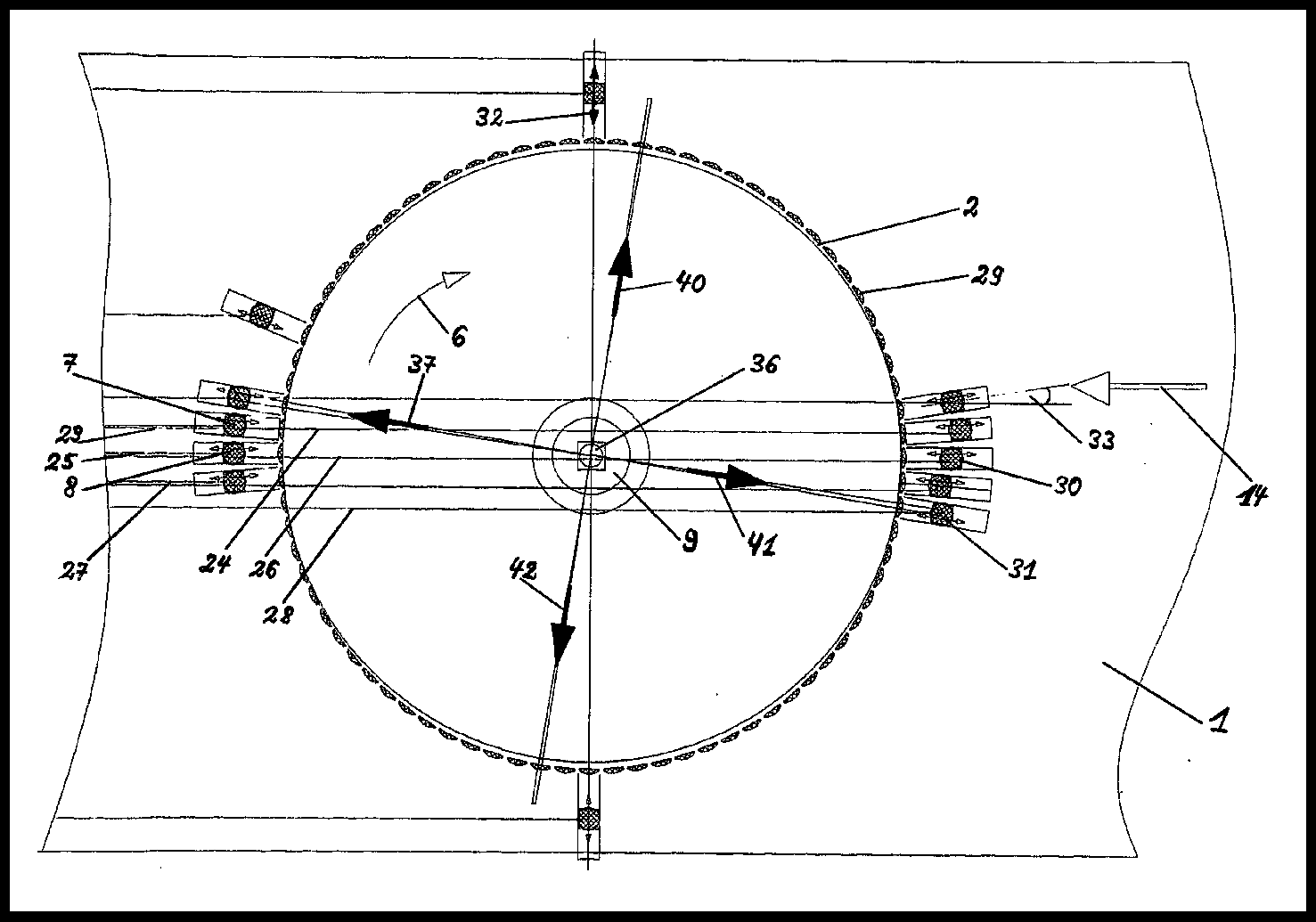
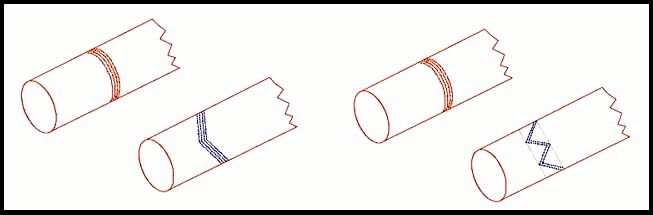
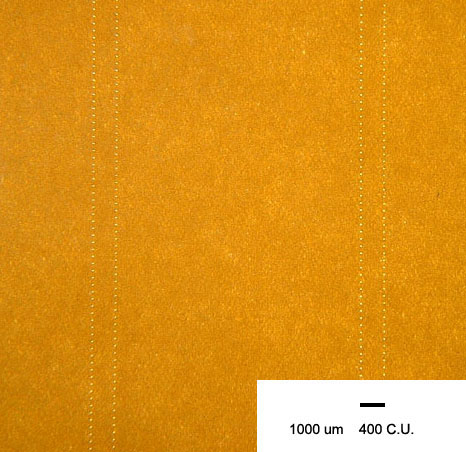
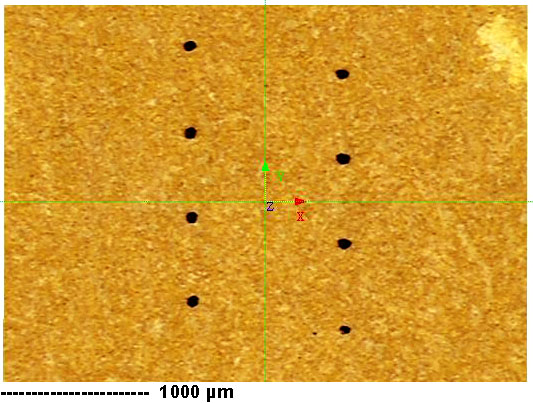
基本概述 众所周知,除了喷射式激光打孔机象静电打孔那样在固定的区域打出任意孔以外,其他的离线激光打孔机和工艺都是在水松纸(接装纸)或者其他的薄型材质运行方向上打出规则的孔道。世界范围内的新型微型激光打孔技术在材质幅方向上产生湾型,波浪型,之字型或者其他类型的孔道,他们看起来象微型激光束的包装。 水松纸(接装纸)是指包裹在卷烟滤棒上的那层纸。新的转向装置使得每一条激光束在穿过的方向上,直接聚焦到运行的纸幅和其他的材质幅上。
现有的和新的激光打孔机/系统
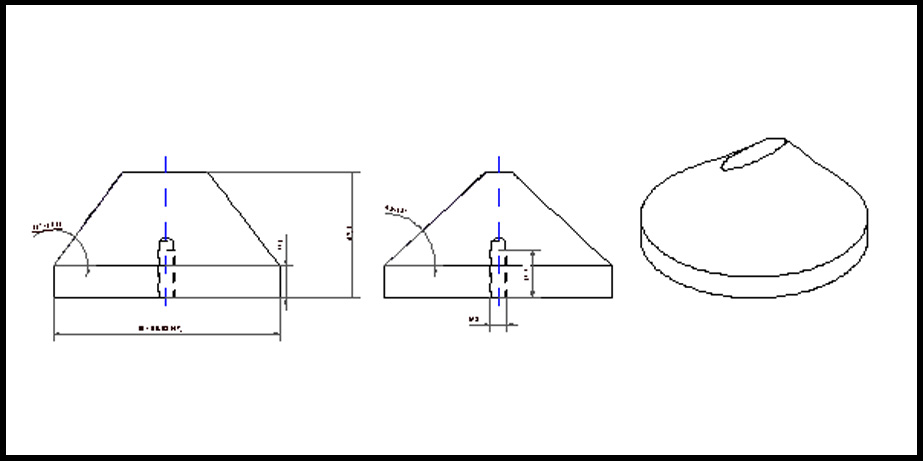
应 用 对适合微激光打孔MLL-1的材料,象纸,金属,绝缘材料,塑料等薄型基材,给他们设计出波形,之字型,或者其他形式的纹路,就象在卷烟滤棒上打出完美的孔进行通风那样,MLL-1微激光打孔很容易在打孔位置上做到这一点。 微激光打孔的特别之处就是从根本创造出产品新的功能。例如在包裹卷烟滤棒的水松纸靠近嘴唇端或者其他象这类的产品,微激光打孔机能打出品牌的标示或者能够被人们认可的标志,如果孔是可见的,或者借助放大镜能够看到,就象是打孔密码一样。激光束的偏振,从技术上说,就是Piezo 偏振器,象装有金属光学或者不对称旋转反射圆锥体的螺线管,它的功能和时间连续操作与纸幅的速度是相同的。 在对单一孔和孔群的检测由程序控制系统对当前的打孔方法监督和管理之前,选择打孔形式轮廓线的点,是经过计算过的。
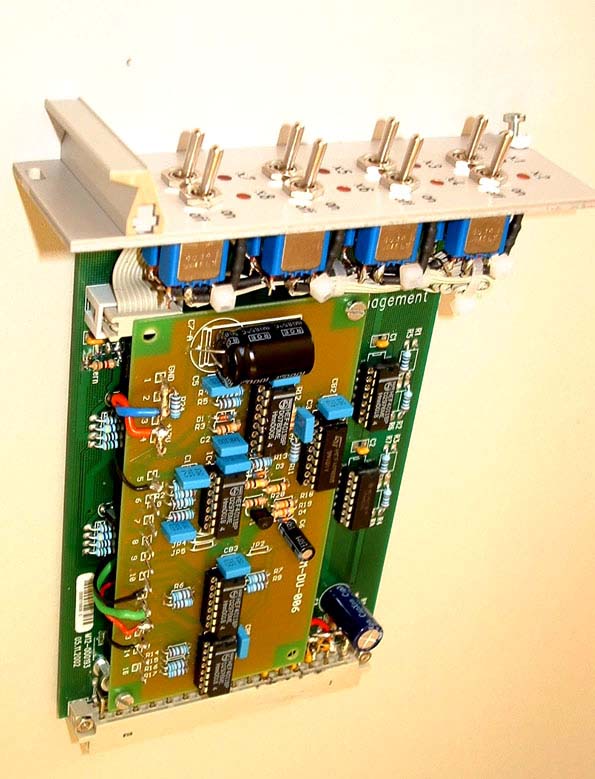
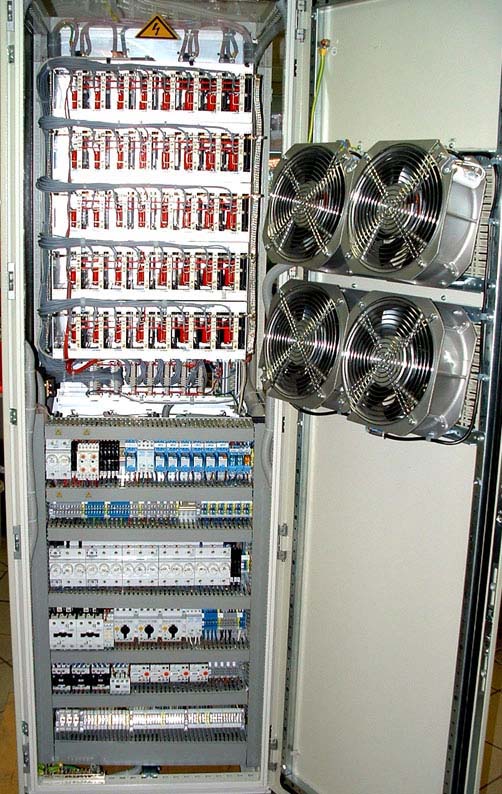
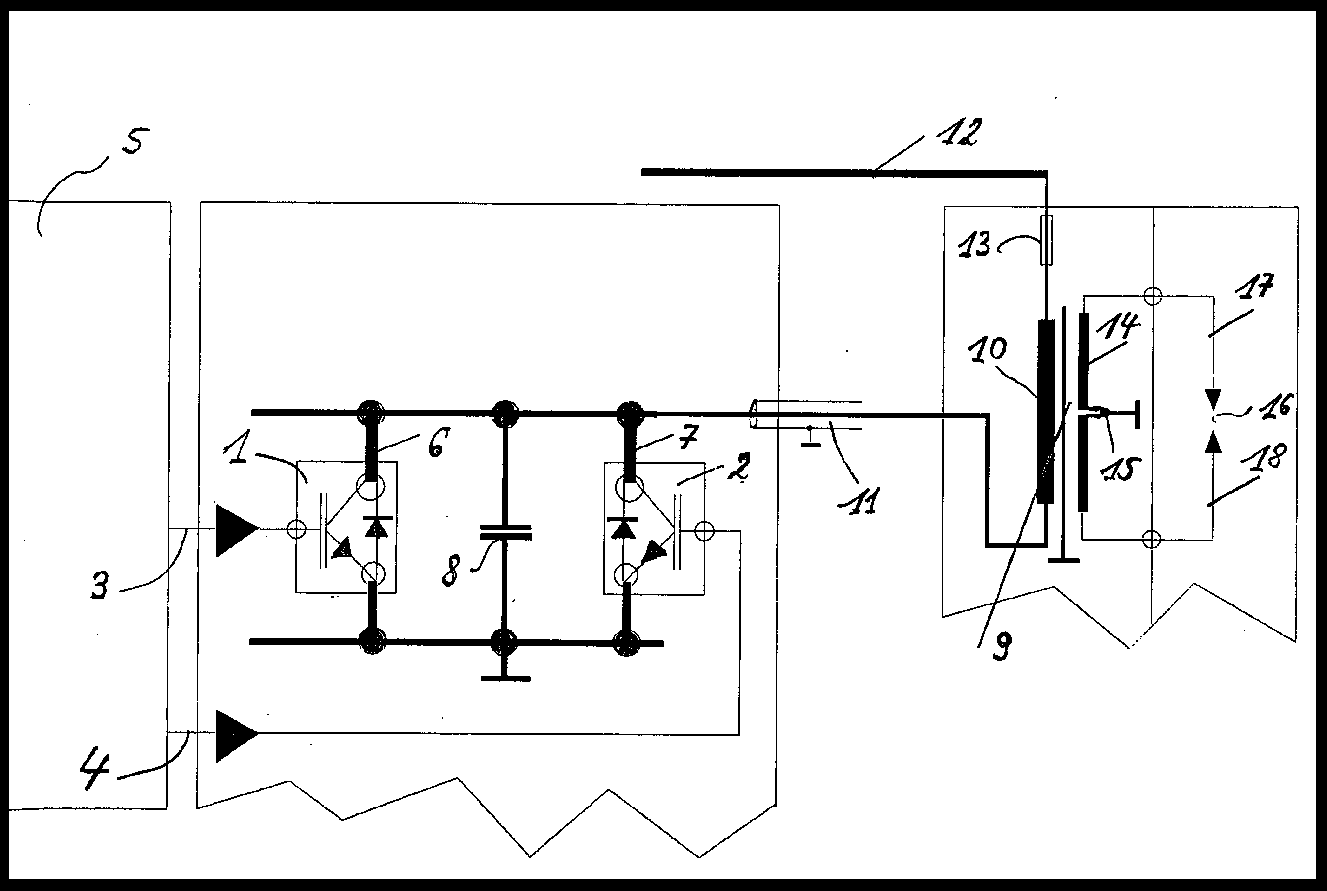
ESP(静电打孔)IGBT
双高功率、高频率开关单元 专利 DE10328937 电路条件 对象精制纸,水松纸,卷烟纸,包装纸或者其他基质材料的微型或者纳米级的静电打孔,一个双HV fast switching IGBT′s, MOSFET`s or HVFET′s 高功率/频率的电路就可以达到。电路本身有交替的时钟频率和可变的脉冲宽度, 一个普通的负载电容和连接高压变压器硅铁的自感应线圈就可以提升功率/频率转换,而不需要对频率进行共振操作。
电路的优点 在固定的时间操作窗口,可控的脉冲时钟以常量或者变量的频率,使得高压电火花穿过材质幅,产生孔的大小和范围。整个电路的重复频率能达到一个半导体产生的双开关频率。 在每一个电火花道上的可变电流总和达到150 kHz的总开关频率是可行的。 同时,双半导体开关单元能达到仅有一个单元工作时的双倍功率水平。
应用领域 微型打孔
其他应用领域
电路条件 对象精制纸,水松纸,卷烟纸,包装纸或者其他基质材料的微型或者纳米级的静电打孔,一个双HV fast switching IGBT, MOSFET or HVFET 高功率/频率的电路就可以达到。电路本身有交替的时钟频率和可变的脉冲宽度, 一个普通的负载电容和连接高压变压器硅铁的自感应线圈就可以提升功率/频率转换,而不需要对频率进行共振操作。 电路的优点 在固定的时间操作窗口,可控的脉冲时钟以常量或者变量的频率,使得高压电火花穿过材质幅,产生孔的大小和范围。整个电路的重复频率能达到一个半导体产生的双开关频率。 在每一个电火花道上的可变电流总和达到150 kHz的总开关频率是可行的 同时,双半导体开关单元能达到仅有一个单元工作时的双倍功率水平。 应用领域
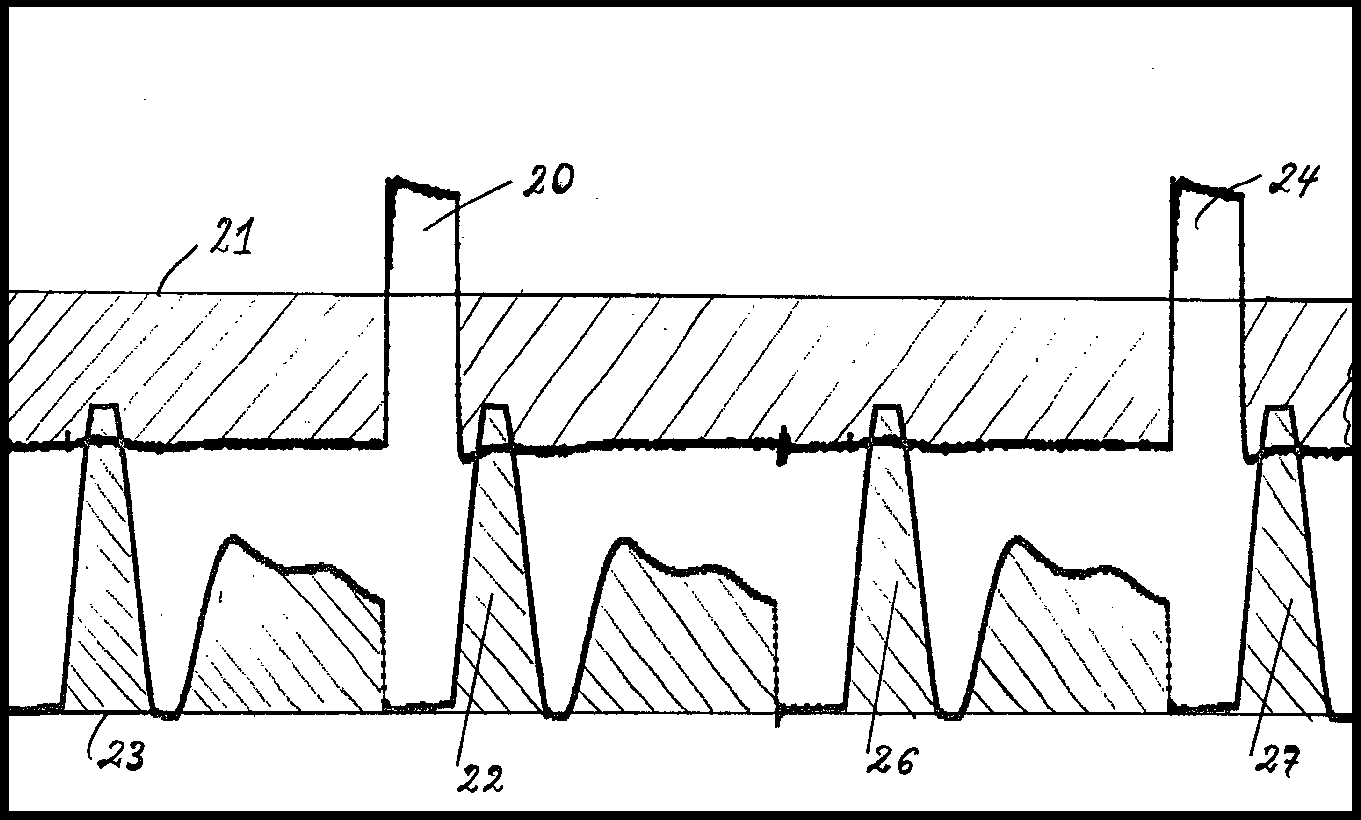
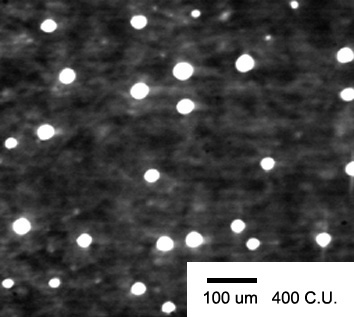
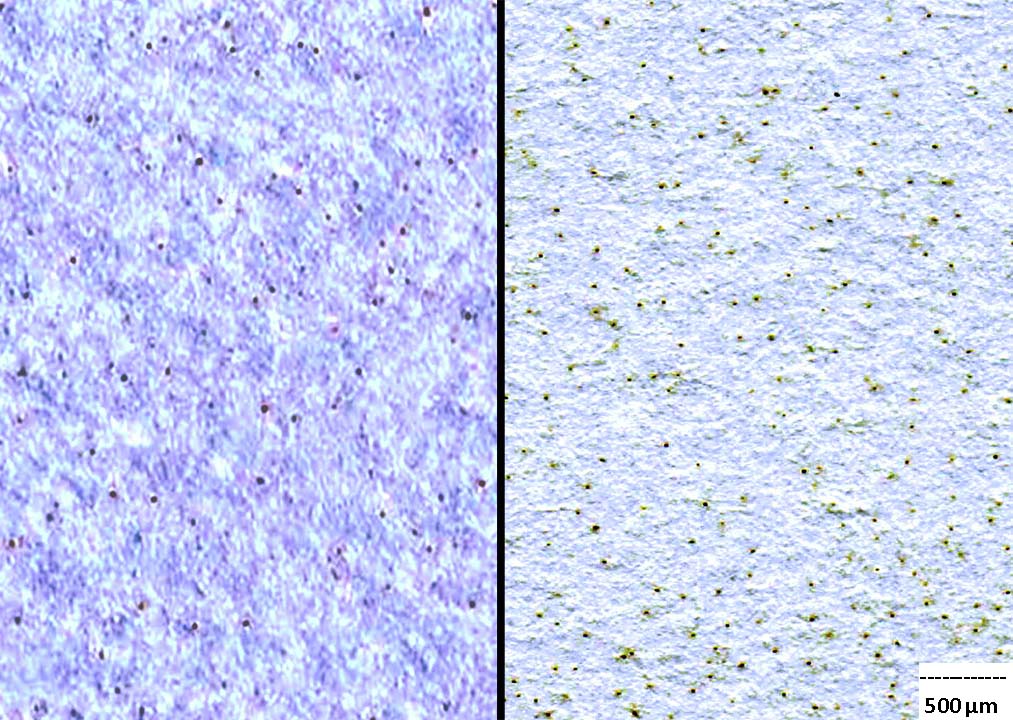
微型打孔 现在,柔型材料的超微型,微型,纳米级的打孔都能打出极小的孔和产品。这种打孔技术可应用在打孔量比较多的包装,填充,无机织工业,也可应用在科学和技术领域。多年来,克重在20 ~150 g/sqm精制纸或者其他类型的纸张,静电打孔已经能在大区域打出孔。孔的大小在1 ~ 100 微米之间,孔的分布可达到4 百万个每平方米,或者在一厘米的打孔区域达到200个/每平方厘米。透气度范围在50 ~2,500 C.U,每个孔的透气度达到3~50 C.U 其他应用领域 新的双半导体可应用在建造混合驱动器,半导体高水平平台,或者支持电容,高压磁体变压器的高低转换器。
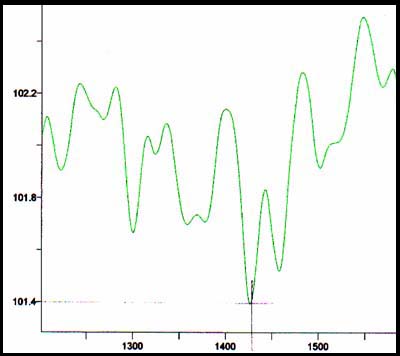
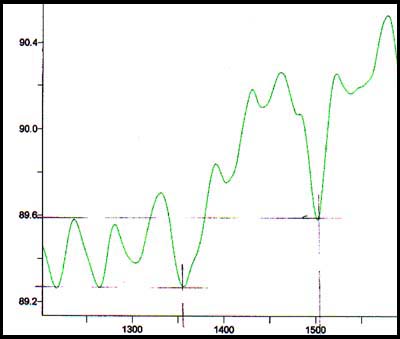
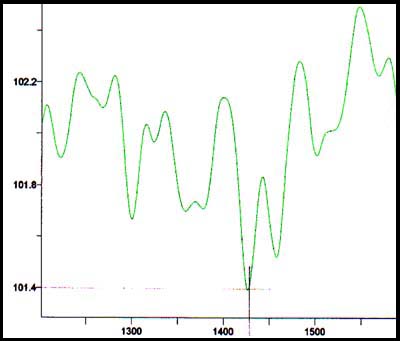
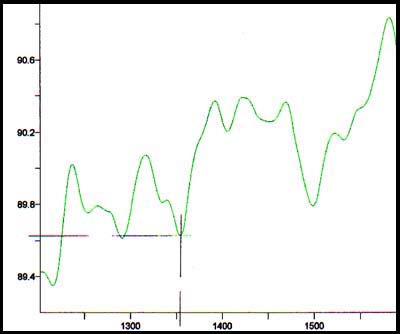
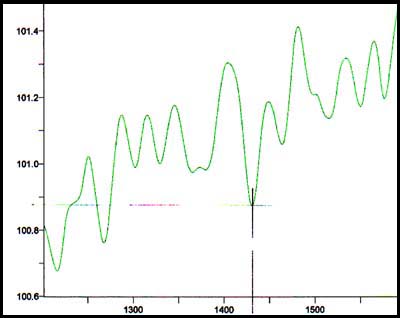
光学在线透气度扫描系统 专利 DE10251610 光学透气度控制的运行原理
概述 光学在线透气度扫描系统 专利 DE10251610
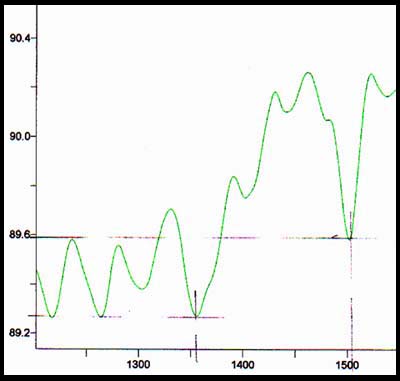
光学透气度控制的运行原理 静电和激光打孔机在幅宽达到2000 mm,生产时速度达到600 m/min的打孔幅型材料打孔,对孔的透气度是很难控制的,因为象幅型材料的间隙,挤压,折叠,灰尘以及流动的污垢都会对系统产生影响,造成透气度控制的困难。 这些困难被固定的装置克服了,即光学在线透气度检测系统。 透气度范围在:80 C.U. ~5,000 C.U. OPSS-1 透气度扫描系统的应用 OPSS-1 透气度扫描系统的多单元传感器包括一个精确的线激光,一个颜色传感器和一个内部控制单元,用于扫描打孔区域并且测量。它控制卷形或者盘形材质的形状,并能与已有的测量材质重量,厚度,成分的扫描单元机械连接。当两套不同的传感器在盘纸和宽纸幅做横向运动时,能够实时收集打孔位置和透气度的数据,并且在激光/静电打孔机的在线测量程序和他们的设备上显示出来。 测量系统横向运动穿越纸幅时,线激光检测单一孔,孔群和打孔区域的质量和位置。同时,光发射单元检测透气度范围和进行积分运算。 所以,OPSS-1 透气度扫描系统能实时,直接将数据反馈到打孔系统进行补偿,使得能够实现生产不需要停机和产品质量的可控。 概 述 光学在线透气度控制系统是由包括一个精确的线激光,一个颜色传感器和一个内部控制单元组成两个不同的传感器穿越纸幅时,进行实时位置和透气度控制和检测的。 对离线激光/静电打孔机来说,大批量不停机的生产是能够做到从幅宽300~1600mm,透气度范围从80~5,000CU,并且直接把数据反馈到每一条孔道,自动生产控制的。整个OPSS-1系统能够使激光或者静电打孔机的生产在质量和数量上符合ISO认证要求。
在运行的塑料膜和其他基质材料上的光学表面张力控制 下载 : http://www.microperforation.com/englishengineerreport.html 以前的专利申请 DE19542289 A1
介绍
关于ODSTM-1程序测量系统,来自国外的不同公司对项 来自德国光学专家的评论 他7月3号的信中提到在测量方法的差异(在第一页的低部和第二页的顶部),经过第一次的调查研究后,都解决了。我查看了早期我的测量方法和在专利申请的成功。在早期的发射测量中,通过IR-过滤器的应用和光学轴的移动,测量出的值与专利申请中的理论计算值不等。测量方法的差异和表面张力的微小差异已经在专利申请书的第八页的顶部做了解释。我的观点是在给出材质的独立要求下,表面张力的差异取决于使用光谱仪的早期测量方法和目前的测量结果(见专利文件)确定的测量条件。 光学动态表面张力测试系统的基本数据
结 论 此专利描述的是光学动态在线表面张力测量的方法和设备,测量范围在30~60 dyne(达因)。与材质幅运行方向垂直的方向上安装有一个彩色光发射器,它有两个光学孔道,并且彼此成90°角;在材质幅的另一边安装有两个光学的测量系统以接收彩色光发射器发射的光。他们与光发射器组成了测量间隙。 根据材质的特性选择波长范围,光束发射角度转换,光偏振槽膜和横向位移,在材质幅边界区域IR光子形成光的散射和衍射。经过测量接收的光的强度和计算,就能直接得出材质幅表面张力。 影响表面张力测量的因素包括:材质本身,材质表面密度,结晶度,厚度,灰尘,结构,磁性强弱,温度和材质处理类型。
|