Micro Cluster Patent Technologies
MLL-1 micro laser line perforation real alternative for galvanometer scanner, cluster micro technology for hole pattern, perforation design, waves, zigzag or packages lines, cryptograms, company logos, holograms, anti counterfeiting, security paper, safety, bank note, metal sticker, printing, laminating, coating, credit cards, transparent films, holographic paper, cigarette, tipping, filter, aluminum foils, shrinkable films, tear tapes, labels, cardboards, bar or matrix codes, marking, scribing, jewelry, automotive, pharmacy, golf, smoking, chemical or medical product, electronics part, indicators, porosity contours or profiles, embossing, bioengineering, membrane, filtration, focus, holographic, hinge-lid, pack, hole, porous, hole, line, micron. Patent pending for process, device, product property DE102004012081.
LPM-1 micro laser perforation at wide web, large area, surface or whole material cluster treatment, cutting, welding, drilling, ablation, cleaning, melding, high power dual rotation laser beam splitter, twin multiplexer level, 4/6KW optical input, flexible hollow fibers, 200 output channels, Co2, Yag, Excimer, UV, emission. Material treatment and robotic handling for stainless steel, ceramic, aluminum, wafer, gold, glass, silver, brass, copper, titanium, diamonds, jewelry, silicon, solar, panel, photovoltaic, micromachining, slitting, rewinding, refining machines or stand along systems. Patent grand for process and device DE102004001327.
Nano Micro perforation or other material including surface treatment, electrostatic nano micro cluster perforation for cigarette, tipping, filter, packaging, plug wrap, Kraft, cement sack, bag, fine and other paper, silicon or other coatings, certain plastic films, laminates, porosity from 80 up to 2500 Coresta Units, from 20 down to 6 Gurley, hole sizes from 50 nm up to 100 microns, hole densities from 80-260 h/cm2, zone widths from 2.0-6.0 mm, up to 16,000,000 holes per Second, web speeds up to 500 m/min, web widths up to 2000 mm. Patent grand DE10328937.
Twin AC/AC, AC/DC frequency shift converter high power, high frequency, high voltage, ultra short mega peak current, electro static nano or micro cluster perforation, ignition, sparking, arc, cigarette, tipping, filter, fine, packaging, paper, plug-wrap, sack, bag, Kraft, food, plastic film, foil, textile, fabrics or other products, switching converter, compressor, emergency, train, ship or vessel power supply, generator, fuel cell, upward, downward, frequency shift switching unit, gas, slab, laser, diode, stack, fiber, beam, material, hybrid, plug-in, car, battery, lithium, Ion, renewable, energy, wind, solar, panel, technology, recycling, medical equipment, membrane filtration, robotic, photovoltaic, industrial automation, drives, IGBT, MOSFET, tube, rf, hv. Patent grand for process and device DE10328937.
Optical online OPSS-1 porovision scanning control system permeability cluster control for electrostatic or laser micro perforation machines, multiple color sensor head, spectral intensity, DSP, FPGA, CCD, line, precise, laser, position, material finger print detection, VIS wave length, opacity, defects, inspection, image control, scanner systems, process software, line, camera, vision control, filter, tipping, cigarette, book, packaging, magazine, bible, wall, Kraft, paper, carton, coffee, tea, food, co-extrusion foils, films, agriculture, cement, domestic or other moving fabrics or web material. Patent pending for process and device DE10251610. China patent grand 200310104764.
Optical dyne or surface tension control ODSTM-1 at fast moving substrates, plastic, films, foils, tear tape, laminate, co-extrusion, BOPP, LLDPE, PE, PP, PVC, MOV, MOH, FEP, PET, OPP, PTFE, MPET, online, spectral, extinction, monolithic, sensor, analyzing, measurement, wave length, Raman, stray, beaming, water drop, angle, inspection, corona, plasma jet, laser, IR, NIR, scanning, wobbling, stray light, spectrometer, etc. Previous patent application DE19542289.
Patent references http://www.wikipatents.com/gb/2149092.html http://www.wikipatents.com/de/3332886.html http://www.wikipatents.com/de/2918283.html http://www.freepatentsonline.com/EP0460369.html http://www.freepatentsonline.com/7224447.html http://v3.espacenet.com/publicationDetails/biblio?CC=EP&NR=0460369&KC=&FT=E http://www.inpama.com/index.php?content=invention&id=18 http://www.inpama.com/index.php?content=invention&id=19 http://www.inpama.com/index.php?content=invention&id=20 http://www.inpama.com/index.php?content=invention&id=21 http://www.inpama.com/index.php?content=invention&id=22 http://www.inpama.com/index.php?content=invention&id=23 http://www.inpama.com/index.php?content=invention&id=24 https://www.patent-net.de/index.php?content=projekt&id=163 https://www.patent-net.de/index.php?content=projekt&id=213 https://www.patent-net.de/index.php?content=projekt&id=155 https://www.patent-net.de/index.php?content=projekt&id=156 https://www.patent-net.de/index.php?content=projekt&id=214 https://www.patent-net.de/index.php?content=projekt&id=157 https://www.patent-net.de/index.php?content=projekt&id=158 https://www.patent-net.de/index.php?content=projekt&id=287EU technology links
http://www.ircnet.lu/matching/completerec.cfm?BBS_ID=20036&org=391
Title: Micro-laser line perforation for web materials such as paper, metal or other substrates and laser application fields in industry (paper, packaging or cigarette industry) and research (Ref: 06 DE NRXE 0FGK )
http://www.bit.or.at/irca/bbsshow8.php?ref1=06%20DE%20NRXE%200FGK&vQuelle=inna.at
Micro-laser line perforation for web materials such as paper, metal or other substrates and laser application fields in industry (paper, packaging or cigarette industry) and research
http://www.bit.or.at/irc/bbs-show.php?ref1=06%20DE%20NRXE%200FIX&vQuelle=&cc=&eoi=NO
Optical online porosity scanning system
Optical online porosity scanning system
Dual, high-power, high- frequency switching unit for various perforation or other applications to increase operation frequencies and power levels
Off-line laser perforation system and machines for wide-web cigarette tip paper, packaging paper or other material sheets by using a high-power laser multiplexer
Micro-laser line perforation for web materials such as paper, metal or other substrates and laser application fields in industry (paper, packaging or cigarette industry) and research
PowerSourcing Links
Querperforation von Zigarettenstreifen an Herstellungsmaschinen
Patentinhalt
Das Zigarettenpapier wird in Längsrichtung der später herzustellenden Zigarette bewegt, wobei die Breite dem Umfang der Zigarette zuzüglich eines Überlappungsabschnittes zum Kleben entspricht. Die Perforierung erfolgt quer zur Bewegungsrichtung, d.h. es entsteht ein genau definierter Zonenabschnitt um den Umfang der Zigarette herum. Die Elektrodenpaare sind in einem Abstand angeordnet. der, wenn vier Elektrodenpaare eingesetzt sind. der halben Zigarettenlänge (a, b, c) entspricht.
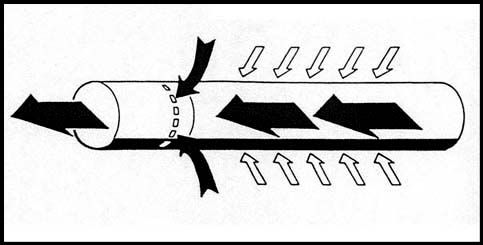
Prinzip der Zigarettenventilation
Das erste und das dritte Elektrodenpaar werden gleichzeitig gezündet. Durch eine wegabhängige Steuerung werden das zweite und vierte Elektrodenpaar ebenfalls gleichzeitig gezündet, wenn die davor perforierten Abschnitte den Weg einer halben Zigarettenlänge zurückgelegt haben. Jeder Abschnitt wird vierfach perforiert, wobei die Geschwindigkeit, mit der die Bahn (10) bewegt werden kann, nicht durch den Abstand (halbe Zigarettenlänge) der Elektrodenpaare festgelegt ist, sondern durch den Abstand der jeweils gleichzeitig gezündeten Elektrodenpaare (eine Zigarettenlänge). Hierdurch ist eine gleichmäßige, intensive und sehr leistungsfähige Perforation möglich und das behandelte Zigarettenpapier kann in Längsrichtung der Zigarette der weiterverarbeitenden Zigarettenmaschine kontinuierlich zugeführt werden.
Die Erfindung betrifft ein Verfahren nach dem Oberbegriff des Patentanspruches 1 und eine Vorrichtung zur Durchführung des Verfahrens nach dem Oberbegriff des Patentanspruches 2.
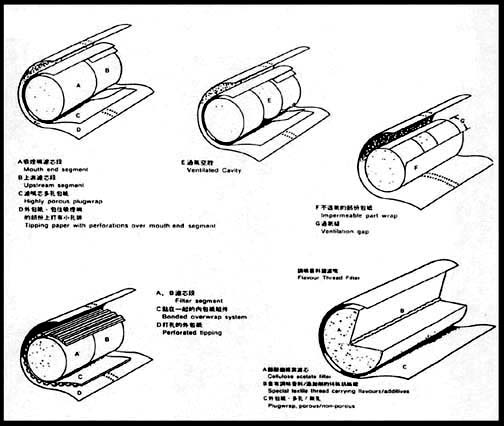
Unter dem Begriff ,,Zigarettenpapier" werden insbesondere Zigarettenumhüllungspapiere, Mundstückbelagpapiere und Filterpapierbahnen verstanden, wie sie zur Herstellung von Zigaretten verwendet werden. Darüber hinaus ist die Erfindung ebenso zum Perforieren von Filterpapier- bahnen, Vlies Bahnstoffen und dergleichen mehr vorteilhafter Weise einsetzbar.
Es sind die unterschiedlichsten Verfahren und Vorrichtungen zum Perforieren von Zigaretten- papieren, d.h. von Zigarettenumhüllungspapieren und Mundstückbelagpapieren bekannt. Die Perforierung kann mechanisch. elektrostatisch oder durch Laserperforation erfolgen. Die bekannten Verfahren und Vorrichtungen führen eine Perforation in Längsrichtung durch. Solche Verfahren sind beispielsweise aus der DE2531285, der DE2740613 und der EP56223 bekannt.
Die bekannten Verfahren arbeiten in der Regel so, dass die Perforation in Längsrichtung erfolgt. Dieses erfordert nach der Perforation weitere Bearbeitungsschritte durch Schneiden, Umwickeln und dergleichen.
Der Erfindung liegt nun die Aufgabe zugrunde, ein Verfahren und eine Vorrichtung der eingangs genannten Art zu schaffen, bei dein das zu schmalen Bahnen bereits zugeschnittene Zigarettenpapier, bspw. Zigarettenumhüllungspapier, in der dem Umfang der fertigen Zigarette entsprechenden Breite fortlaufend, d.h. quer zu dieser Breite, perforiert werden kann, so dass quer über das Zigarettenpapier - d.h. um den Umfang der späteren Zigarette - eine nach Lage und Breite genau definierte Perforationszone entstehen.
Diese Aufgabe wird grundsätzlich durch das Kennzeichen des Anspruches 1 bei einem entsprechenden Verfahren und durch das Kennzeichen des Anspruches 3 bei der entsprechenden Vorrichtung gelöst. Besonders vorteilhafte Ausführungsformen sind Gegenstand der Ansprüche 2 bzw. 4.
Erfindungsgemäß erfolgt grundsätzlich eine Perforation qür zur Bewegungsrichtung und durch die Anordnung von mindestens zwei Elektrodenpaaren hintereinander, jeweils zweifach, d.h. die Perforation wird in zwei Schritten durchgeführt. Hierdurch ist eine schnelle und rationelle Arbeitsweise möglich und es wird gleichzeitig eine Perforation in hoher Qualität erzeugt.
In vorteilhafter Weise wird das Zigarettenpapier in der dem Umfang der Zigarette entsprechenden Breite in Zigarettenlängsrichtung durch mindestens vier quer zur Bewegungsrichtung verlaufende Elektrodenpaare hindurchbewegt. Es erfolgt also eine Perforation quer zur Bewegungsrichtung und damit quer über das Zigarettenpapier, d.h. um den Umfang der später hergestellten Zigarette. Durch die vier oder um ein gerades Vielfaches von zwei vermehrten Elektroden erfolgt eine Mehrfachperforation, die den gewünschten Perforationsgrad sicherstellt. Durch die gleichzeitige Zündung des jeweils ersten und dritten sowie zweiten und vierten Elektrodenpaares wird eine hohe Geschwindigkeit des Zigarettenpapier und damit ein entsprechend hoher Wirkungsgrad gewährleistet. Die gleichzeitig gezündeten Elektroden weisen voneinander einen relativ großen Abstand auf, obwohl die Elektroden insgesamt dicht beieinander angeordnet sind. Trotz hoher Foerdergeschwindigkeit des Zigarettenpapiers ist eine kompakte Bauweise und eine intensive Perforation gewährleistet.
Wenn, wie in der Praxis meistens der Fall, vier Elektrodenpaare verwendet werden, dann erfolgt eine Vierfachperforation, wobei aber immer nur zwei in einem Abstand von einer Zigarettenlänge angeordnete Elektrodenpaare gleichzeitig gezündet werden und zwar abwechselnd mit den um eine halbe Zigarettenlänge dazwischen angeordneten Elektrodenpaaren.
In vorteilhafter Weise sind die Elektrodenpaare mit Entladungsstiften so angeordnet und aufgebaut, wie in Anspruch 3 angegeben. Durch die Querverstellung sind die Entladungsstifte quer zur Bewegungsrichtung des Zigarettenpapiers versetzt, wodurch eine gleichmäßige und dichte Lochverteilung innerhalb der vorgegebenen Perforationsbreite gewährleistet ist.
Die Steuerung der Zündung erfolgt inkremental und somit wegabhängig, so dass der Abstand der Perforationsabschnitte entsprechend der Zigarettenlänge und unabhängig von der Bahngeschwindigkeit genau eingehalten wird.
Im folgenden wird die Erfindung unter Hinweis auf die Zeichnungen anhand eines Ausführungsbeispieles näher erläutert.
Es zeigen :
Fig. 1 : eine Seitenansicht quer
zur Bewegungsrichtung des Zigarettenpapiers auf ein Elektrodenpaar;
Fig. 2 : eine schematische Draufsicht auf vier Elektrodenpaare, zwischen
denen ein Zigarettenpapier
hindurchbewegt wird, zur Veranschaulichung der auf einander folgenden Mehrfachperforation;
Fig. 3 : eine schematische Darstellung zur Verdeutlichung der
Mehrfachperforation in Verbindung mit
Fig. 4 : eine schematische Darstellung des Weg- und
Zeitablaufs der einzelnen Perforationsphasen
und die Erzeugung der Zonenbreiten;
Fig. 5 : eine schematische Darstellung
zur Erläuterung der Zonebreitenbestimmung durch Einzelimpulse;
Fig. 6 : eine der Fig. 3 entsprechende
Darstellung, jedoch zur Erläuterung der Erzeugung mehrerer
Perforationsreihen oder -streifen quer zur Bewegungsrichtung, aber innerhalb
einer
Perforationsgruppe;
Fig. 7 : eine schematische Darstellung der elektrischen
Impulsfolge zur speziellen Beschaltungsreihenfolge
der Elektrodenstifte bei einer Ausführungsform mit vier Elektrodenpaaren;
Fig. 8 : eine schematische Darstellung dieser besonderen
Stiftzusammenschaltung eines jeden Elektrodenpaares:
Fig. 9 : eine den Fig. 3 und 6 entsprechende Darstellung,
jedoch zur Veranschaulichung einer unterschiedlichen Perforationsprofilierung über die Zigarettenlänge; und
Fig.10: eine der Fig. 4 entsprechende Darstellung zur Erläuterung des
elektrischen Ablaufschemas in Verbindung mit der Behandlung nach Fig. 9.
Die in der Zeichnung dargestellte Vorrichtung weist insgesamt vier Elektrodenpaare l bis IV auf, die jeweils so aufgebaut sind, wie in Fig. 1 dargestellt. Ober- und Unterelektrode 11 und 12 sind an einer beweglichen und festen Halteplatte 13 und 17 angebracht. Die obere Elektrode 11 ist mit Hilfe eines pneumatischen Zylinders 15 und einer Führung 14 auf- und ab bewegbar. Ein einstellbarer Anschlagstift 16 ermöglicht die Einstellung des Abstandes der Elektroden. Die zu perforierende Bahn, d.h. das Zigarettenpapier, ist mit 10 bezeichnet. Über den Verstellmechanismus ist die obere Elektrode mit der mechanischen Aufnahme 13 verbunden.
Beide Elektroden sind mit Entladungsstiften 20 versehen, von denen bei der dargestellten Ausführungsform für jede Elektrode sechs vorhanden und mit 1 bis 6 durchnumeriert sind. Die Entladungsstiftanordnung ist quer zur Bewegungsrichtung des zu perforierenden Zigarettenpapiers 10 ausgeführt und arbeitet mit Zündfunkenüberschlägen 9.
Beim Betrachten der Fig. 2 ergibt sich deutlich, dass die Entladungsstifte 20 - im einzelnen mit 1 bis 6 bezeichnet - quer zur Bewegungsrichtung V des Zigarettenpapiers versetzt angeordnet sind, um so für eine gute Verteilung und Vergleichmäßigung der einzelnen Löcher über die vorgesehene Zonenbreite zu sorgen.
In Fig. 2 ist ein Wegstreckenzähler 18 mit einem Initiator 19 angedeutet. Dieser Wegstreckenzähler oder wahlweise auch ein externes Triggersignal von der Zigarettenmaschine, löst die Zündung der Elektroden aus und zwar derart, dass immer die Elektroden 1 und III sowie II und IV jeweils gleichzeitig und abwechselnd gezündet werden, und zwar in Abhängigkeit von dem zurückgelegten Weg, der einer halben Zigarettenlänge entspricht. Die in Fig. 2 vermerkten Abstände a, b und c sind gleich und entsprechen jeweils einer halben Zigarettenlänge.
Unter Berücksichtigung der Fig. 3 wird deutlich, dass bei der ersten Zündung nach dem Einlauf einer bisher nicht perforierten Bahn aus Zigarettenumhüllungspapier, d.h. zum Zeitpunkt t-1, die beiden Elektrodenpaare 1 und III eine erste Perforation durchführen, die hinsichtlich des unten in Fig. 3 dargestellten Perforationsgrades eine Einfachperforation ist. Nach Zurücklegen einer halben Zigarettenlänge erreichen die einfachperforierten Abschnitte zum Zeitpunkt t-2 die Elektrodenpaare II und IV. Hier erfolgt die zweite Perforation, so dass nunmehr eine Zweifachperforation vorhanden ist. Zum Zeitpunkt t-3, nach dem Zurücklegen einer weiteren halben Zigarettenlänge, werden die Elektrodenpaare 1 und III erneut gezündet, so dass der neu in den Bereich des Elektrodenpaares 1 eingelaufene Abschnitt einfach und der im Bereich des Elektrodenpaares III bewegte Abschnitt dreifach perforiert wird.
Zum Zeitpunkt t-4 erfolgt dann mit Zündung der Elektroden II und IV die Vierfachperforation des zum Zeitpunkt t-l im Bereich des Elektrodenpaares 1 einfachperforierten Abschnittes. Bei fortlaufendem Betrieb entstehen somit immer vierfachperforierte Abschnitte in einem Abstand, der einer Zigarettenlänge entspricht. Die Breite der Zigarettenpapierbahn entspricht dem Umfang der später herzustellenden Zigarette zuzüglich Überlappungsabschnitt zum Kleben. Die Bahn kann also kontinuierlich und fortlaufend ohne weitere Handhabungen innerhalb der Zigarettenmaschine zu- oder weitergeführt werden.
Um die vorgegebene Zonenbreite 21 zu allen Perforationsphasen und Zeitpunkten bei dem Durchfahren eines jeden Elektrodenpaares exakt einzuhalten, wird vorzugsweise ein digitaler Vorwahlzähler mit zwei lnkrement Wertsetzungen angewandt. Der inkrementproportionale Weg- und Zeitablauf ist in Fig. 4 dargestellt.
Nach dem Startzeitpunkt t-0 erreicht die Zigarettenpapierbahn zum Zeitpunkt t1 die Elektrode I bzw. III, womit gleichzeitig die Erstperforationsphase beginnt. Nunmehr erfolgen bei der Weiterbewegung der Bahn innerhalb des in Laufrichtung vorgegebenen Perforationsbereiches 21 mehrere sequentielle Einzelzündungen, welche die vorgebbare Zonenbreite bestimmen. Diese Einzelzündungen sind dann innerhalb eines jeden Perforationsvorganges abgeschlossen und die gewünschte Zonenbreite in Laufrichtung erreicht. wenn der Inkrementzähler den gekennzeichneten Zählbereich 21 von I/III nach II/IV bei 22 und respektive für die Elektrodenpaare II/IV von II/IV nach I/III bei 23 verlassen hat.
Wie aus dem Ablauf nach Fig. 4 zu ersehen ist, findet immer eine wegabhängige Perforationsphasen 5 Wiederholung statt, die unabhängig von der Bahngeschwindigkeit und ggf. deren Variation wie unter 24 arbeitet.
Des weiteren ist die Lochdichte und somit der Gesamtperforationsgrad als Summe aller Perforationseinzelphasen innerhalb einer jeden Zone und deren in Laufrichtung vorgegebener Breite in der Weise einstell- und auch regelbar, so dass durch eine Mehrfachauflösung der Weginkremente und damit gesteuerter, sequentiell folgender Einzelzündungen, innerhalb des unter Fig. 4 und mit 21 gekennzeichneten Zonenbereiches stattfinden kann. Eine weitere Verdeutlichung dieses sich immer wiederholenden Perforationsphasenablaufes ist unter Fig. 5 dargestellt, wobei die genannten Einzelimpulse mit 25 gekennzeichnet sind. Mit der Inkrementbereichssetzung von 22 lässt sich somit jede beliebige Zonenbreite im Bereich von 1,0..20 mm mit der geometrischen Auflösung von vorzugsweise 0,1 mm eines einzelnen Weginkrementes vor einstellen und einhalten.
Darüber hinaus besteht die Möglichkeit, durch das externe Maschinentriggersignal die Perforationsphaseneinleitung und deren wegbetragsabhängige Wiederholung anstelle des Wegstreckenzählers und Indikators 18/19 zu benutzen. Dieses zeitabhängige Triggersignal wird hierbei auf der Grundlage seiner Wiederholungsfrequenz und dem festen geometrischen Abstand zwischen der Querperforationseinrichtung und seinen Elektrodenabständen zur Zigarettenmaschine durch eine elektrische Steuerungseinrichtung nach der Formelableitung: v = s/t umgeformt, dass sich hieraus ein wegproportionales Signal mit hoher Inkrement Auflösung erzeugen lässt.
Durch eine indirekte Aufeinanderfolge dieser zuvor genannten und unter Fig. 5 erklärten Einzelperforationsphasen lassen sich nach dieser Methode auch mehrere, direkt in Laufrichtung hintereinander folgende Querzonenreihen als eine zusammen gehörende Perforationsgruppe über den Umfang der durchlaufenden Zigarettenpapierbahn einbringen. Diese Querzonenreihenperforation ist unter Fig. 6 dargestellt, wobei die erste Zonenreihe der Zone 1 mit 27 bzw. deren zweite Zonenreihe mit 28 gekennzeichnet ist. Für die danach folgende Zone 2 ist dies mit 29 bzw. 30 definiert.
Innerhalb der einzelnen Perforationsphasen erfolgen die Einzelperforationen für die erste Querzonenreihe immer über die Elektroden I/III und respektive für die zweite Querzonenreihe 28 mit II/IV gemäß dem aufgezeichneten Ablaufschema. Bei der ausgeführten Anordnung von insgesamt vier Elektrodenpaaren lassen sich somit pro Perforationsgruppe 31 mindestens zwei, zweifachdurchperforierte Querzonenreihen in die durchlaufende Zigarettenpapierbahn 10 einbringen. Steuerungstechnisch und durch eine Kaskade der Elektrodenanordnung kann die Anzahl dieser Querzonenreihen sowie deren Perforationsgrad in Form von Mehrfachdurchperforierungen beliebig erhöht werden. Die mit 26 gekennzeichnete Erstperforationszone ist aufgrund der definierten Perforations-Ablaufkonventionen nicht verwendbar.
Durch die nach diesem Verfahren elektrostatisch erzeugte Querzonenreihenanordnung lassen sich auch gleichzeitig die Vorteile einer besseren Luftventilation durch eine räumlich wählbare Perforationsreihenaufteilung innerhalb einer Zonengruppe erreichen, was bisher nur durch mechanische oder Laserperforationsverfahren möglich war.
Eine weitere Variante und Erweiterung des beschriebenen Verfahrens und dessen Vorrichtung besteht darin, dass durch eine besondere elektrische Zusammenschaltung der einzelnen Elektrodenstifte eines jeden Elektrodenpaares, welche aus der oberen und unteren Elektrode 11/12 bestehen, eine gruppenweise zeit- und perforationsphasenversetzte Zündung möglich ist. Dies hat den Vorteil, dass die Einzeltaktrate aller Elektrodenstifte um den Faktor dieser Stiftkombinationen reduzierbar ist. Damit sinkt die thermische Belastung der Einzelstifte und deren Belegung mit anorganischen Zigarettenpapierrückständen, wodurch die Stiftbesatzreduktion gefördert wird.
Gleichzeitig hat dieses Perforationssystem aufgrund der separierten Einzelhochspannungsleistungselemente eine exzellente Redundanz und damit eine technische hohe Ausfallsicherheit. Die im weiteren auf der Grundlage von Fig. 7 und Fig. 8 beschriebene Verfahrens und Vorrichtungsvariante ist selbstverständlich für beide zuvor expliziert dargelegten Querzonenanordnungen und deren Perforationszonenbilder anwendbar.
Wie aus Fig. 1 und 8 zu ersehen ist, sind die hier vorzugsweise eingesetzten Elektrodenpaare mit jeweils sechs Elektrodenstiften versehen. Diese können elektrisch in der Weise zusammengeschaltet sein, dass sich innerhalb einer jeden Elektrode zwei mäanderförmig zusammen gehörende Stiftgruppen von zweimal drei Stiften ausbilden. Hierbei wird jede Stiftgruppe mit einem Hochspannungsanschluss 38 und 39 getrennt versorgt und am unteren Stiftgruppenmittelpunkt 40 geerdet. Auf diese Weise sind beliebige Stiftkombinationen innerhalb eines Elektrodenpaares zeitversetzt zünd bar, was die o.g. Vorteile bezüglich der zuvor erläuterten Einzelperforationsphasen ermöglicht.
Der zeitliche Ablauf innerhalb der sich zyklisch wiederholenden Einzelperforationsphasen ist dem Impulszeitdiagramm gemäß Fig. 7 und den unter Fig. 4 explizit dargelegten Ablaufschema des Inkrementalzählers entnehmbar.
In der nachstehenden Tabelle ist die zeitliche
Zündimpulsfolge und deren möglichen Stiftzuordnungen 5 eines jeden
Elektrodenpaares ausgeführt:
Stiftgruppe Zeitpunkt
t1 Zeitpunkt t2 Zeitpunkt
t3 Zeitpunkt t4
I - Stift 1 -
3
34,36
-
35,
usw.
-
I - Stift 4 -
6 35,
usw.
-
34,
36
-
II - Stift 1 -
3
-
37,
39
-
38, usw.
II - Stift 4 -
6
-
38,
usw.
-
37, 39
III - Stift 1 - 3 35,
usw.
-
34,
36
-
III - Stift 4 - 6 34,
36
-
35, usw. -
IV - Stift 1 - 3
-
38,
usw.
-
37, 39
IV - Stift 4 -
6
-
37,
39
-
38, usw.
Eine weitere praktische Möglichkeit der Querperforationseinrichtung bestellt darin, dass in Laufrichtung der Zigarettenpapierbahn durch Änderung der Zündfunkenwiederholungsrate beliebige und durchgehende Porositätsflächenprofile einperforierbar sind.
Wie aus Fig. 9 und 10 zu ersehen ist, kann mit Änderung der Zündfunkenwiederholungsrate 47 jedes beliebige Porositätsprofil innerhalb einer jeden Perforationsphase 41-44 in das durchlaufende Zigarettenpapier einperforiert werden. Somit lassen sich bei einer 4-fach-Elektrodenkombination die dargestellte halbe Zigarettenlänge 45 bzw. bei einer 8fach Anordnung die gesamte Zigarettenlänge 46 mit jedem gewünschten Porositätsprofile versehen.
Die Vorteile dieser Methode und deren nichtlinearen Porositätsverläufe innerhalb der Zigarettenlänge sind darin begründet, dass nunmehr der Ventilationsgrad und die damit verbundenen Nikotin- und Kondensatanteile unabhängig von der momentanen Zigarettenabbrandlänge nahezu konstant gehalten werden können.
Erfindungsgemäß werden grundsätzlich vier Elektrodenpaare eingesetzt, um eine Vierfachperforation durchzuführen. Es ist leicht einzusehen, dass auch weitere Elektrodenpaare (jeweils ein gerades Vielfaches von zwei) eingesetzt werden können. Sind diese entsprechend angeordnet, so wird der Gesamtperforationsgrad in der gleichen Weise durch Mehrfachperforationen gebildet. Die gleichzeitig gezündeten Elektroden weisen einen verhältnismäßig großen Abstand, nämlich den der entsprechenden Zigarettenlänge auf. Der Abstand der einzelnen Elektroden untereinander ist aber nur halb so groß.
Trotz hoher Bahngeschwindigkeit des zu perforierenden
Zigarettenpapiers ist so eine intensive und dichte Perforierung bei einem hohen Leistungsvermögen gewährleistet. Die Bewegungsgeschwindigkeit der Bahn ist
nicht beschränkt durch den unmittelbaren Abstand zwischen zwei Elektroden,
sondern durch den Abstand zwischen jeweils den zwei gleichzeitig gezündeten
Elektroden.
Patentansprüche
1.Verfahren zum elektrostatischen Perforieren von Zigarettenpapier mit Hilfe
von Elektroden, zwischen denen das zu perforierende Zigarettenpapier
hindurchbewegt wird, gekennzeichnet durch folgende Verfahrensschritte:
1.1
Bewegung des Zigarettenpapiers in Zigarettenlängsrichtung zwischen mindestens
zwei quer zur Bewegungsrichtung angeordneten, aus Ober und Unterelektrode
bestehenden Elektrodenpaaren;
1.2 Anordnung der Elektrodenpaare in einem
Abstand von einer Zigarettenlänge;
1.3 gleichzeitige Zündung der beiden
Elektrodenpaare über eine Wegstrecke bzw. einen Zeitraum, der in Abhängigkeit
von der Transportgeschwindigkeit des Zigarettenpapiers die Perforationsbreite
festgelegt und erneutes Zünden der Elektrodenpaare nach Zurücklegen des
perforierten Bereiches um eine Zigarettenlänge.
2. Verfahren nach Anspruch 1, gekennzeichnet durch folgende
Verfahrensschritte:
2.1 Bewegung des Zigarettenpapiers in
Zigarettenlängsrichtung zwischen mindestens vier oder einem weiteren geraden
Vielfachen von zwei quer zur Bewegungsrichtung angeordneten, aus Ober- und
Unterelektrode bestehenden Elektrodenpaaren;
2.2 Anordnung der
Elektrodenpaare in einem Abstand von einer halben Zigarettenlänge;
2.3
gleichzeitige Zündung des ersten und dritten Elektrodenpaares (und des ggf.
jeweils über- nächsten Elektrodenpaares) und zeitsynchrone Zündung des
zweiten und vierten Elektrodenpaares (und des ggf. jeweils übernächsten
Elektrodenpaares) nach Zurücklegen des zu perforierenden Zigarettenpapiers um
eine halbe Zigarettenlänge.
3. Vorrichtung zum elektrostatischen Perforieren von Zigarettenpapier mit
Hilfe von Elektroden, zwischen denen das Zigarettenpapier hindurch bewegbar ist,
gekennzeichnet durch folgende Merkmale:
3.1 die aus oberer und unterer
Elektrode bestehenden Elektrodenpaare (1,111> sind quer zu dem in Zigarettenlängsrichtung zwischen ihnen hindurchbewegten Zigarettenpapier
angeordnet;
3.2 es sind mindestens zwei Elektrodenpaare jeweils in einem
Abstand von einer Zigarettenlänge vorgesehen:
3.3 die beiden
Elektrodenpaare (1,111> sind gleichzeitig über einen Zeitraum zünd bar, der
in Abhängigkeit von der Transportgeschwindigkeit der Zigarettenbahn die
Perforationsbreite festlegt und nach Zurücklegen des perforierten
Zigarettenpapiers um eine Zigarettenlänge erneut zünd bar.
4. Vorrichtung nach Anspruch 3, dadurch gekennzeichnet, dass die Elektrodenpaare (1 - IV) in an sich bekannter Weise Entladungsstifte (20) aufweisen, die quer zur Bewegungsrichtung des zu perforierenden Zigarettenpapiers (10) verlaufen.
5. Vorrichtung nach Anspruch 4, dadurch gekennzeichnet, dass die Elektrodenpaare (1 - IV) mit den Entladungsstiften <20> quer zur Bewegungsrichtung des zu perforierenden Zigarettenpapiers (10> verstellbar sind.
6. Vorrichtung nach einem der Ansprüche 3 bis 5, dadurch gekennzeichnet, dass zur Steuerung der Zündung der Elektrodenpaare (1 und III: II und IV) ein durch das bewegte Zigarettenpapier (10) betätigter Wegstreckenzähler (18) mit Initiator (19) vorgesehen ist.